LABORATORY MANUAL FOR FOOD TECHNOLOGISTS
LABORATORY MANUAL FOR FOOD TECHNOLOGISTS
Cereals, Pulses & Oilseeds
LABORATORY MANUAL FOR FOOD TECHNOLOGISTS
Cereals, Pulses & Oilseeds
Edited by
Vedpal Yadav, Lecturer in Food Technology, Government Polytechnic, Mandi Adampur, Hisar, Haryana, India- 125052
Kulveer Ahlawat, Lecturer in Food Technology, Government Polytechnic, Mandi Adampur, Hisar, Haryana, India- 125052
Vandana Dhaka, Guru Jambheshwer University of Science & Technology, Hisar, Haryana, India- 125052
Phone +91-94165-89819 • Fax +91-1669-242256
Table of Contents
Introduction 1
Syllabus 2
Index of Practicals 3
Experiment No. | Experiment Description | Sample | Page No. |
Primary Method for Conducting Moisture Content Analysis in Paddy Rice | Paddy | 25 | |
Secondary Method for Conducting Moisture Content Analysis in Paddy Rice | Paddy | 27 | |
Measuring Grain Dimensions | Paddy | 29 | |
Measuring 1000-grain Weight | Paddy | 32 | |
Measuring the Amount of Dockage | Paddy | 34 | |
Measuring the Amount of Cracked Grains | Paddy | 37 | |
Measuring the Percentage of Immature Grains | Paddy | 39 | |
Measuring the Percentage of Discolored Grains | Paddy | 41 | |
To test the capacity of a rice mill by taking measurements | Paddy | 49 | |
Comparing parboiled and raw rice | Milled Rice | 54 | |
Measuring the Percentage of Head Rice in Milled Rice | Milled Rice | 60 | |
Measuring the Percentage of Brewer’s Rice in Milled Rice | Milled Rice | 63 | |
Measuring the Percentage of Damaged Grains in Milled Rice | Milled Rice | 66 | |
Measuring the Chalkiness of Milled Grains | Milled Rice | 68 | |
Measuring the Percentage of Red and Red-Streaked Grains in Milled Rice | Milled Rice | 71 | |
Measuring the Whiteness, Translucency and Milling Degree of Milled Rice | Milled Rice | 73 | |
Quality Parameters: Refractions in Food Grains to Assess the Marketable Quality | Grain | 86 | |
Physiochemical Properties of Grain: Density | Gain | 88 | |
Physiochemical Properties of Grain: Hydration Capacity and Hydration Index | Gain | 89 | |
Physiochemical Properties of Grain: Swelling Capacity | Gain | 90 | |
Physiochemical Properties of Grain: Cooking Time | Gain | 91 | |
Physiochemical Properties of Grain: Water Binding Capacity | Flour | 92 | |
Quality of Flour: Bleach Value | Flour | 93 | |
Quality of Flour: Crude Gluten | Flour | 94 | |
Quality of Flour: Colour and Grade of Flour Using Pekar Comparison Test | Flour | 96 | |
Quality of Flour: Diastatic Activity | Flour | 97 | |
Quality of Flour: Amylase Assay | Flour | 99 | |
Quality of Flour: Fat Acidity | Flour | 101 | |
Quality of Flour: Free Fatty Acids | Flour | 102 | |
Quality of Flour: Peroxide Value | Flour | 103 | |
Quality of Flour: Particle Size | Flour | 105 | |
Quality of Flour: Sedimentation Value | Flour | 106 | |
Quality of Flour: Spreading Factor of Maida | Maida | 107 | |
Quality of Flour: Ash | Flour | 108 | |
Quality of Flour: Pelshenke Value | Flour | 110 | |
Parboiling of Rice | Paddy | 111 | |
Milling of Rice | Rice | 112 | |
Pretreatment of Pulses | Pulses | 114 | |
Milling of Pulses | Pulses | 115 | |
Edible Oil Extraction | Oilseed | 119 | |
Edible Oil Refining | Oilseed | 120 | |
Pasta Products: Preparation of Noodles | Flour | 121 | |
Pasta Products: Preparation of Macaroni | Flour | 128 | |
Pasta Products: Preparation of Vermicelli (Sevian) | Flour | 129 | |
Extrusion Cooking Technology- Preparation of RTE Products | Flour | 130 | |
Visit to Edible Oil Expelling/ Refining Industry | Oilseed | 132 | |
Visit to Roller Flour mill | Flour | 134 | |
Visit to Rice Mill/ Rice Sheller | Rice | 136 | |
Visit to Dhal Mill | Pulses | 138 | |
Visit to Malting Unit | Barley | 140 | |
Visit to Brewing Unit | Barley | 142 |
Introduction
In India Food Processing sector is still largely an unorganized sector except for some multi national companies. In teaching, there is acute shortage of quality study material of Indian origin in this field. To cater to the needs of the students of Food Science & Technology, Food Technology, Food Processing, Food Quality Control and many other such courses, this manual is presented. This manual is written in a very easy to understand lingua and with light diction so that the students from Diploma in Food Technology to Ph.D Scholars can benefit from it.
This is the first manual in this series titled “Laboratory Manual for Food Technologists- Cereals, Pulses & Oilseeds”. Your words of appreciation are highly anticipated and expected. Kindly bring any anomaly to my notice so that it can be rectified in the next edition.
This manual is written with blank space in the observation and calculation part of the experiments. This part is to be filled by the students with pencil while performing the experiment.
As matter is consulted from many sources of electronic and print media, I bow before all the helping hands that have made this manual a reality.
Vedpal Yadav
Lecturer in Food Technology
Government Polytechnic
Mandi Adampur, Hisar, Haryana
INDIA- 125052
E-mail- vedpalp@yahoo.com
Syllabus- Practical- Technology of Cereals & Pulses Diploma in Food Technology State Board of Technical Education (SBTE), Haryana
List of Practicals
- Determination of physical characteristics of
- Rice
- Wheat
- Pulses
- Maize
- Barley
- Sorghum
- Oil seeds
- Milling of wheat to study its effect on various physico- chemical properties
- Estimation of flour quality
- Gluten
- Ash
- Water Absorption Power (WAP)
- Sedimentation Test
- Maltose Value
- Pelshenke Value
- Parboiling and milling of rice
- Pre-treatment and milling of pulses
- Demonstration of oil extraction and refining of oil, and visit to relevant industry
- Preparation of Pasta products
- Noodles
- Macaroni
- Vermicelli (Sevian)
- Preparation of ready-to-eat (RTE) food products by extrusion cooking technology
- Visits to
- Flour mill
- Rice Mill/Rice Sheller
- Dhal Mill
- Oil expelling Unit
- Refining Units
- Milling
- Brewing Units
Index of Practicals
Experiment No. | Experiment | Sample | Page | Date | Signature |
Primary Method for Conducting Moisture Content Analysis in Paddy Rice | Paddy | 25 | |||
Secondary Method for Conducting Moisture Content Analysis in Paddy Rice | Paddy | 27 | |||
Measuring Grain Dimensions | Paddy | 29 | |||
Measuring 1000-grain Weight | Paddy | 32 | |||
Measuring the Amount of Dockage | Paddy | 34 | |||
Measuring the Amount of Cracked Grains | Paddy | 37 | |||
Measuring the Percentage of Immature Grains | Paddy | 39 | |||
Measuring the Percentage of Discolored Grains | Paddy | 41 | |||
To test the capacity of a rice mill by taking measurements | Paddy | 49 | |||
Comparing parboiled and raw rice | Milled Rice | 54 | |||
Measuring the Percentage of Head Rice in Milled Rice | Milled Rice | 60 | |||
Measuring the Percentage of Brewer’s Rice in Milled Rice | Milled Rice | 63 | |||
Measuring the Percentage of Damaged Grains in Milled Rice | Milled Rice | 66 | |||
Measuring the Chalkiness of Milled Grains | Milled Rice | 68 | |||
Measuring the Percentage of Red and Red-Streaked Grains in Milled Rice | Milled Rice | 71 | |||
Measuring the Whiteness, Translucency and Milling Degree of Milled Rice | Milled Rice | 73 | |||
Quality Parameters: Refractions in Food Grains to Assess the Marketable Quality | Grain | 86 | |||
Physiochemical Properties of Grain: Density | Gain | 88 | |||
Physiochemical Properties of Grain: Hydration Capacity and Hydration Index | Gain | 89 | |||
Physiochemical Properties of Grain: Swelling Capacity | Gain | 90 | |||
Physiochemical Properties of Grain: Cooking Time | Gain | 91 | |||
Physiochemical Properties of Grain: Water Binding Capacity | Flour | 92 | |||
Quality of Flour: Bleach Value | Flour | 93 | |||
Quality of Flour: Crude Gluten | Flour | 94 | |||
Quality of Flour: Colour and Grade of Flour Using Pekar Comparison Test | Flour | 96 | |||
Quality of Flour: Diastatic Activity | Flour | 97 | |||
Quality of Flour: Amylase Assay | Flour | 99 | |||
Quality of Flour: Fat Acidity | Flour | 101 | |||
Quality of Flour: Free Fatty Acids | Flour | 102 | |||
Quality of Flour: Peroxide Value | Flour | 103 | |||
Quality of Flour: Particle Size | Flour | 105 | |||
Quality of Flour: Sedimentation Value | Flour | 106 | |||
Quality of Flour: Spreading Factor of Maida | Maida | 107 | |||
Quality of Flour: Ash | Flour | 108 | |||
Quality of Flour: Pelshenke Value | Flour | 110 | |||
Parboiling of Rice | Paddy | 111 | |||
Milling of Rice | Rice | 112 | |||
Pretreatment of Pulses | Pulses | 114 | |||
Milling of Pulses | Pulses | 115 | |||
Edible Oil Extraction | Oilseed | 119 | |||
Edible Oil Refining | Oilseed | 120 | |||
Pasta Products: Preparation of Noodles | Flour | 121 | |||
Pasta Products: Preparation of Macaroni | Flour | 128 | |||
Pasta Products: Preparation of Vermicelli (Sevian) | Flour | 129 | |||
Extrusion Cooking Technology- Preparation of RTE Products | Flour | 130 | |||
Visit to Edible Oil Expelling/ Refining Industry | Oilseed | 132 | |||
Visit to Roller Flour mill | Flour | 134 | |||
Visit to Rice Mill/ Rice Sheller | Rice | 136 | |||
Visit to Dhal Mill | Pulses | 138 | |||
Visit to Malting Unit | Barley | 140 | |||
Visit to Brewing Unit | Barley | 142 |
What is quality? | |
Definition | Quality is not always easy to define. It depends on consumer preferences and the intended end use of the product. Most consumers prefer the best quality they can afford. As with any commodity, consumers view the quality of rice in the same way. |
Subjective and objective measures of quality | Consider the thought process one might go through when purchasing fruit. The characteristics of fruit are either subjective or objective. The following definitions describe the characteristics of each: Subjective - Subjective characteristics are determined by individual preference. Examples include your personal opinion concerning taste, appearance, or smell. Objective - Objective characteristics are independent of personal opinion. Characteristics such as where the fruit was grown or who grew the fruit are examples of objective characteristics. Objective characteristics also include: • Physical (texture, color) |
What do consumers look for when determining the quality of rice? | |||||
Objective | Distinguish between the subjective and objective characteristics of rice quality. | ||||
| |||||
Consumer demand for quality | Traditionally, plant breeders have focused on producing rice varieties that achieve higher yields with greater pest resistance. This approach ensured that countries were able to produce sufficient rice quantities to meet basic food demands. As more countries are reaching self-sufficiency in rice production and are capable of meeting basic food requirements, the trend is to incorporate preferred quality characteristics that satisfy the consumer's increasing demand for better rice. | ||||
Subjective and objective measures of rice quality | So, what are consumers looking for? In the earlier lesson, we learned that quality has subjective and objective characteristics. Now, let's determine how this applies to rice.
| ||||
Other factors affecting rice quality | The above characteristics do not just depend on the variety. Quality can also be affected by:
Therefore, maintaining good quality is the concern of all disciplines including plant breeding, agronomy, entomology, chemistry and engineering. |
What determines grain quality? | |||||||||
Objective | List the genetic and acquired characteristics that determine grain quality and differentiate between the terms rice and grain, paddy rice, brown rice, and milled rice. | ||||||||
| |||||||||
Definition | Grain quality is determined by measurable physical and chemical characteristics that are either genetic or acquired. The following table outlines variables associated with each.
| ||||||||
Inference | The point is, you only have control over the genetic characteristics of quality when you are selecting a variety to plant. However, the acquired characteristics of quality are completely within your control and based on your farming practices. The remaining parts in this course will address these practices and provide you with the tests and guidelines that will ensure you are on the right track. | ||||||||
Related Terms |
|
Check your understanding | |||||||||
| For each question, submit your answer(s) by ticking the appropriate check boxes | ||||||||
| |||||||||
Question 1 | Good value for money is a subjective characteristic.
| ||||||||
Question 2 | Contains red grains is a subjective characteristic.
| ||||||||
Question 3 | Which of the following are acquired characteristics of rice? Click all that apply
| ||||||||
Question 4 | To export rice as a revenue source and compete in the international market, grain quality must conform to internationally acceptable standards.
Correct options are highlighted. |

Seed to Seed Quality | ||||||||||||||||||||||||||||
How do the operations of a farm affect grain quality? | ||||||||||||||||||||||||||||
Objective | Relate grain quality to the decisions made by a farmer throughout the seed-to-seed cycle. | |||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||
Seed-to-seed cycle | The seed-to-seed cycle can be divided into 12 stages, each with its own set of considerations. Refer to the following table to learn more about these stages in they order they occur:
| |||||||||||||||||||||||||||
Seed to Seed Quality | ||||||||||||
Which characteristics should be considered when selecting a rice variety? | ||||||||||||
Objective | Identify four characteristics to consider when choosing a rice variety to plant. | |||||||||||
| ||||||||||||
Finding the perfect match | Grain quality begins with matching an appropriate rice variety to environmental conditions, management practices, and the end use of the rice. Given that different rice varieties have different physical and chemical characteristics, it is important to consider each variety's good and bad characteristics before making a decision. | |||||||||||
Four characteristics | There are four characteristics to consider when choosing a rice variety for planting. Refer to the table below to learn more about each of these characteristics:
| |||||||||||
Seed to Seed Quality | ||||||||||||||||||||
What are the five requirements of good crop management to improve grain quality? | ||||||||||||||||||||
Objective | Describe the five requirements of good crop management and relate their criteria to improving grain quality. | |||||||||||||||||||
| ||||||||||||||||||||
Four requirements | The seed-to-seed cycle has officially begun. Your seeds are in the ground and are beginning to grow. The actions taken from now through harvesting are collectively referred to as crop management. Crop management influences the timing and uniform maturity of the crop, which affects the yield and quality of the grain produced. The five requirements of good crop management are:
Refer to the following table for additional information concerning each of these requirements:
| |||||||||||||||||||

Seed to Seed Quality | ||||||||||||
How is harvest timing and threshing important to grain quality? | ||||||||||||
Objective | Distinguish between appropriate and inappropriate harvest times and threshing. | |||||||||||
| ||||||||||||
Timing is everything | Timeliness of the harvest is a very important factor in determining grain quality and yield. The optimal stage to harvest grain is with 20-25% grain moisture content or when 80-85% of the grains are straw colored and the grains in the lower part of the panicle are in the hard dough stage. This occurs about 30 days after flowering. | |||||||||||
Potential consequences | The following table describes the consequences of harvesting too early, too late, or allowing variations in moisture content during harvesting.
| |||||||||||
Threshing | Threshing should occur immediately after cutting. The longer cut panicles remain in a stack, the higher their chance of turning yellow and discoloring. | |||||||||||
Using a threshing machine | Threshing machine settings also affect the yield and quality of the harvest. The following table describes appropriate settings for most threshing machines.
| |||||||||||
Seed to Seed Quality | ||
What is the importance of clean paddy rice? | ||
Objective | Identify the importance of clean paddy rice and describe two cleaning methods: winnowing and mechanical. | |
| ||
Timing is everything | Threshed grain contains all kinds of dockage (impurities), which should be removed as soon as possible after harvesting and certainly before storage. Clean grain:
| |
Cleaning grain by winnowing | Winnowing is a simple traditional cleaning method that uses wind or a fan to remove light foreign matter from the grain. Mechanical winnowers that use a fan and several superimposed reciprocating sieves or screens are now used in many countries. These can be manually powered or motorized and have capacities from 100kg to 3 tons per hour. | |
Cleaning grain mechanically | Where combine harvesters are used, there is a trend towards using large capacity centralized seed cleaners. These are normally equipped with a series of vibrating sieves and are capable of 10-30 tons per hour. | |


Seed to Seed Quality | ||||||||||
What is ideal moisture content for dried paddy rice and how is it reached? | ||||||||||
Objective | Identify the correct moisture content for paddy rice after drying and describe two drying methods: sun and mechanical. | |||||||||
| ||||||||||
When is enough? | Paddy should be dried to 13-14% moisture as soon as possible after threshing. Quality is maintained by drying and tempering* the grain a number of times, or in stages during the drying process. Wet spots in the grain due to uneven drying or weed seeds can lead to off odors and discoloration of the grain. *This means drying the grain on a drying pad for a number of hours or in a grain dryer, then tempering the grain by allowing it to cool for a number of hours in a bin or bag. This process should be repeated at least twice until the moisture is consistently at 14%. | |||||||||
Sun drying | When sun-drying, two tasks are important: 1) spreading and turning and 2) monitoring temperature. Refer to the following table for more information concerning each task:
| |||||||||
Mechanical drying | Grain is also dried in mechanical batch dryers. The most common smaller dryers have a capacity of 1-3 tons per day with drying times of 6-12 hours. The following table describes appropriate settings for common bulk driers:
| |||||||||
Seed to Seed Quality | ||
How to store paddy? | ||
Objective | Recognize the importance of proper paddy rice storage and describe two storage methods: traditional and hermetic. | |
| ||
Do's and don'ts of storage | If paddy rice is going to be stored safely for extended periods of time while maintaining its quality, it must be:
| |
Traditional | Grain is traditionally stored in 40-50kg sacks which are made from jute or woven plastic. These bags are stacked under a roof or in a shed and must be periodically fumigated to control insects. Some farmers use granaries which are made of timber, mud or cement. Other farmers use large woven baskets, which can suffer from insect and rodent damage. | |
Hermetic | Sealed, or hermetic, storage is an option that offers much potential in the tropics. If grain is dried to 13-14% and stored in sealed containers, it reduces the risk of insect and rodent damage. The grain should also be protected from absorbing moisture from the atmosphere or damaged by rain. If the grain is stored for seed purpose, the moisture content should be reduced to 12% before storage. Sealed storage devices come in all shapes and sizes. They range from a sealed 200-liter drum to the more complex and costly sealed plastic commercial storage devices. Most large commercial steel and concrete silos being used in western countries can be temporarily sealed for fumigation. For long-term hermetic storage, special plastic enclosures should be used. | |


Seed to Seed Quality | ||
Review | Check your understanding | |
| For each question, submit your answer(s) by ticking the appropriate check boxes or writing the correct response. | |
Question 1 | There are 11 stages in the seed-to-seed cycle. Four of these stages are listed below. Place these stages in the correct order by typing the appropriate number (1-4) in the box which preceeds each stage. For example, if Nutrient Management were listed below and it came before any of the others, you would type a "1" after the Nutrient Management box.
| |
Question 2 | Which of the following are characteristics to consider when choosing a rice variety for planting? Click all that apply.
| |
Question 3 | Crop management includes which of the following from the seed-to-seed cycle. Click all that apply.
| |
Question 4 | Type the appropriate term in the space provided. | |
Question 5 | Type the appropriate term in the space provided. Correct options are highlighted. | |
Determining the Physical Characteristics of Paddy Rice | ||||||||||||||||
What are the six physical characteristics of paddy rice that determine quality? | ||||||||||||||||
Objective | Name six physical characteristics used to measure the quality of paddy rice and explain their importance. | |||||||||||||||
What do the characteristics mean? | The following are six physical characteristics used to determine the quality of paddy rice. To learn more about these characteristics, refer to the following table:
| |||||||||||||||
Determining the Physical Characteristics of Paddy Rice | ||||||||
How do you measure the moisture content of paddy rice? | ||||||||
Objective | Recognize the optimal moisture content for milling paddy rice and describe and apply two procedures for determining moisture content. | |||||||
| ||||||||
Why is correct moisture content important? | To obtain high yields, it is essential to mill paddy rice at the proper moisture content. Paddy is at its highest milling potential when its moisture content is at 14%. The table below describes what can happen if the moisture content is not correct:
| |||||||
Four characteristics | Two methods for measuring moisture content There are two methods for measuring the moisture content of paddy rice: The primary or direct method, often referred to as the oven drying method This method weighs a sample of the paddy and then removes all the moisture by heating the sample in an oven. After the moisture has been removed, the sample is re-weighed. The secondary method, which uses electronic moisture testers. The two basic types of grain moisture meters are based on measuring resistance and conductance of the grain. For proper measurement, always refer to the manual of your moisture meter. | |||||||


Experiment- 1
Primary Method for Conducting Moisture Content Analysis in Paddy Rice
Objective:
To find out the moisture content from a given paddy sample by primary method.
Theory:
Upon heating water evaporates and loss of weight is equal to the moisture content of material.
Materials:
- Enough paddy grain to supply three 20 gram samples.
- Oven (almost any oven will do, provided the temperature can be set reliably at 130°C for an extended period of time).
- Scale (for measuring 20-gram paddy grain samples).
- Tray (to place the paddy grain samples on before drying in the oven).
- Simple plastic containers or small paper bags to hold grain.
- Pen/pencil, paper and calculator to compute the average of three samples and record the moisture content.
Procedure:
- Set the oven temperature to 130°C.
- From your paddy grain supply, use your scale to measure three 20-gram paddy grain samples.
- Place the three samples inside the oven and leave for 16-24 hours.
- Measure the final weight of each sample after the 16 to 24 hours.
- Compute the moisture content for each sample using the equation.
- You now have three separate moisture content results. Compute the average of these results by adding them together and dividing by 3.
Calculation:

Moisture Content (%) = {(W2 – W1) / (W1 – W)} x 100
Where,
W = Weight of empty moisture dish
W1 = Weight of empty moisture dish + Sample
W2 = Weight of empty moisture dish + Dried Sample
Observations:
Sample No. | Weight of | Moisture % | ||
Empty Moisture Dish W | Empty Moisture Dish + Sample W1 | Empty Moisture Dish + Dried Sample W2 | ||
Average Moisture Content | ||||
Conclusions:
- Did each of your samples contain approximately the same amount of moisture content?
- What was the average moisture of all three samples?
- Based on what you know about correct moisture content for milling (14%), is the paddy rice you sampled ready for milling? Why or why not?
Experiment- 2
Secondary Method for Conducting Moisture Content Analysis in Paddy Rice
Objective:
To find out the moisture content from a given paddy sample by secondary method.
Materials:
- Moisture meter and instructions for use
- Paddy rice – enough to provide three samples for the moisture meter (approximately one handful)
- Simple plastic containers or small paper bags to hold grain
- Pen/pencil, paper and calculator to compute the average of three samples and record the moisture content
Procedure:
- Read the operator’s instructions.
- Turn the moisture meter on.
- Ensure the machine is set for paddy rice.
- Fill the tray or bowl of the moisture tester with a sample of the paddy rice to be tested
- Turn or press the knob until the moisture reading is displayed.
- Test at least three samples and calculate the average of the three readings.
Observations & Calculations:
Sample- ____________________________
Volume- ____________________________
Thickness- ____________________________
Sample No. | Moisture % |
Average Moisture Content |
Conclusions:
- Did each of your samples contain approximately the same amount of moisture content?
- What was the average moisture content of all three samples?
- Is the paddy rice you sampled ready for milling? Why or why not?
Determining the Physical Characteristics of Paddy Rice | ||
How do you measure grain dimension and 1000-grain weight to test the varietal purity of paddy rice? | ||
Objective | Determine the importance of varietal purity and perform two procedures for its measurement: 1) grain dimension and 2) 1000-grain weight. | |
| ||
Why is varietal purity in paddy rice important? | Paddy rice is at its highest milling potential when it consists of only one variety. If paddy rice contains a mixture of varieties, the different sizes and shapes of the grains make it difficult to adjust the rice mill's hullers and polishers to produce whole grains. This can result in:
A paddy rice sample that contains mixed varieties. A paddy rice sample that contains a single variety. | |
Two methods for measuring varietal purity | There are two methods for testing the varietal purity of paddy:
| |


Experiment- 3
Measuring Grain Dimensions
Objective:
To measure the grain dimension of the given grain sample.
Materials:
- Random sample of paddy – approximately one handful
- Vernier caliper or photographic enlarger
- Pen/pencil, paper and calculator to compute and record grain dimensions
- Simple plastic containers or small paper bags to hold grain
Procedure:
- Count twenty grains from your sample of paddy
- Use a Vernier caliper or photographic enlarger to measure the dimensions of each of the twenty grains.
- Record the dimensions in the table below.
- To obtain the paddy shape (the length-width ratio), use the following equation:
Calculation:

=________________
Observation:
Grain | Length (mm) | Width (mm) |
Total | ||
Average (Total/20) | [A] | [B] |
Conclusions:
- What was the average length-width ratio of your paddy sample?
- How do your findings compare to the published length-width ratio for the variety you are testing?
- Based on your findings, is the paddy you sampled ready for milling? Remember:
If the length-width ratio is different than the published figure for the variety
Then the sample is impure (containing either a different variety or a mixture of varieties)
CODEX STANANDARD
1. CLASSIFICATION
If rice is classified as long grain, medium grain or short grain, the classification should be in accordance with one of the following specifications. Traders should indicate which classification option is chosen.
Kernel length/width ratio
1.1 Long grain rice:
1.1.1 Husked rice or parboiled husked rice with a length/width ratio of 3.1 or more.
1.1.2 Milled rice or parboiled milled rice with a length/width ratio of 3.0 or more.
1.2 Medium grain rice:
1.2.1 Husked rice or parboiled husked rice with a length/width ratio of 2.1-3.0.
1.2.2 Milled rice or parboiled milled rice with a length/width ratio of 2.0-2.9.
1.3 Short grain rice:
1.3.1 Husked rice or parboiled rice with a length/width ratio of 2.0 or less.
1.3.2 Milled rice or parboiled milled rice with a length/width ratio of 1.9 or less.
Conclusion:
The given sample of rice paddy has kernel length/width ratio of ___________. Hence the given sample belongs to _______________________________.
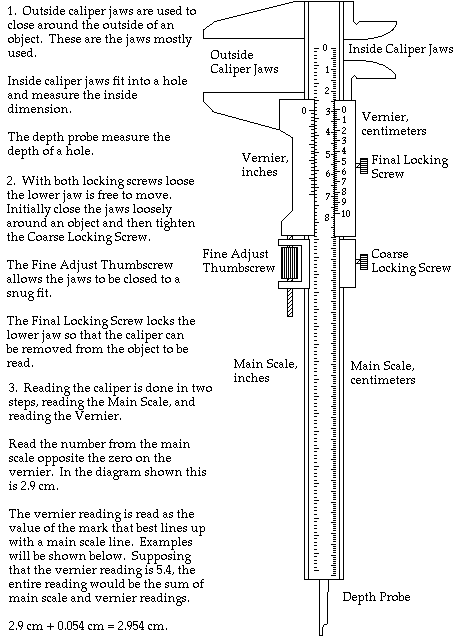
The Vernier Caliper
Figure shows a common use for a vernier called a vernier caliper. This caliper can measure the outside diameter of an object (outside vernier), the inside diameter of a hole (inside caliper), or the depth of a hole (depth probe). The figure includes directions on the use of the vernier caliper.
We will most often measure outside diameters. One jaw of the caliper is fixed, and the other jaw moves and is connected to the vernier.
- Check that the vernier caliper correctly reads zero when the jaws are closed. (if not, check with the lab instructor.)
- Close the jaws around the object but do not over tighten. The jaws should exert a firm pressure on the object.
- When both locking screws are tightened the caliper can be removed from the object and read without worrying if the jaws will shift position.
- You can read the main scale to the nearest tenth of a centimeter.
- The vernier consists of 50 divisions, meaning that 0.1 cm is divided into 50 parts and the final least count is 0.1 cm/50 = 0.002 cm = 1/50 mm. Read the vernier as described in the previous section, with a result like 1.4 or 1.6 or 2.0. A reading of 1.6 from the vernier really means 0.016 cm which is added to the main scale reading to give the final diameter of 3.216 cm.
A complete vernier caliper
Experiment- 4
Measuring 1000-grain Weight
Objective:
To find out the 1000- grain weight of the given grain sample.
Materials:
- Enough paddy with a moisture content of no more than 14% to provide a 1000-grain sample
- scale for measuring 1000-grain samples
- Pen/pencil and paper and to record 1000-grain weight
- Published 1000-grain weight for the variety you are testing
- Simple plastic containers or small paper bags to hold grain
Procedure:
- From your paddy grain supply, count 1,000 whole grains
- Weigh the 1,000 grains. This is the 1,000-grain weight
- Compare your 1000-grain weight measurement with the published 1000-grain weight for that particular variety
Observations & Calculations:
Sample No. | 1,000- Grain Weight |
Average 1,000- Grain Weight |
Conclusions:
- Did your 1000-grain weight match the published 1000-grain weight for the variety you are testing?
- Based on your tests, is the paddy you sampled ready for milling?
Remember:
If | then | or |
the 1000-grain weight is higher | there may be a mixture of varieties in the sample |
|
the 1000-grain weight is lower | there may be a mixture of varieties in the sample | there may be a large proportion of immature grain, which will show in the test for immature grain percentage |
Determining the Physical Characteristics of Paddy Rice | ||
How do you measure the purity of paddy rice? | ||
Objective | Define dockage (impurities) and relate this term to the procedure for measuring the purity of paddy rice. | |
| ||
Timing is everything | Paddy rice purity is determined by the amount of dockage (impurities) present in a sample. To maximize the amount and quality of milling outputs, paddy rice should have as little dockage as possible. | |
Experiment- 5
Measuring the Amount of Dockage
Objective:
To find out the amount of dockage in the given grain sample.
Materials:
- Enough paddy grain to supply a 100 gram sample
- Scale (for measuring a 100-gram paddy sample)
- Simple plastic containers or small paper bags to hold grain and dockage
- Pen/pencil, paper and calculator to compute and record measurements
Procedure:
- From you paddy grain supply, randomly select a 100 gram sample
- Weigh the sample [A]
- Remove all foreign matter, stones and weed seeds
- Weigh the foreign matter removed [B]
- Compute the total dockage percentage as follows:
Calculation:

Note: Often, measurements of the different types of dockage are required. Dockage commonly consists of insects, weed seeds and inert material. Each of these calculations is performed using steps 1-5 as for total dockage but using the weight of that particular type of dockage only in steps 3 and 4 in place of [B]. For example, the weed seeds percentage is calculated using the formula:

Calculation:
Note: All weights in grams unless otherwise specified.
Sample No. | Average | |||
Weight of the sample [A] | ||||
Weed Seeds [B] | ||||
% Weed Seeds = ([B]/ [A]) x 100 | ||||
Stones [C] | ||||
% Stones = ([C]/ [A]) x 100 | ||||
Other Foreign Matter [D] | ||||
% Other Foreign Matter = ([D]/ [A]) x 100 | ||||
Total Dockage [E] = [B]+ [C]+ [D] | ||||
% Dockage = ([E]/ [A]) x 100 |
Conclusions:
1. How much dockage did your sample contain?
2. Is the paddy you sampled ready for milling? Why or why not?
Determining the Physical Characteristics of Paddy Rice | ||
What causes cracked grains and how does this affect the quality of paddy rice? | ||
Objective | Calculate the impact of cracked grains on paddy rice quality and perform a procedure for determining the percentage of cracked grains in a paddy rice sample. | |
| ||
Are cracked grains bad? | Cracked grains are the single largest contributor to rice breakage during milling which reduces head rice yields! So having cracked grains in your paddy rice is very undesirable. | |
What causes cracked grains? | As you have learned, the optimal stage to harvest grain is at about 20-24% grain moisture content or 30 days after flowering. If the harvest is late, the chances of paddy rice developing cracked grains during the drying and threshing processes is increased. Cracked grains can also occur when moisture is reapplied to dried grain. | |
Experiment- 6
Measuring the Amount of Cracked Grains
Objective:
To find out the amount of cracked grains in the given sample.
Materials:
- Random sample of paddy large enough to provide 100 grains for testing
- Crack detector or magnifying glass
- Simple plastic containers or small paper bags to hold grain
- Pen/pencil, paper and calculator to compute and record measurements
Procedure:
- Select a 100-grain sample [A]
- Using a crack detector or magnifying glass, count the number of cracked grains [B] in the batch you have selected.
- Calculate the percentage of cracked grains using the equation:
Calculation:
Observations & Calculations:

Sample No. | Number of Cracked Grains | % Cracked Grains |
Average |
Conclusions:
1. What percentage of cracked grains did you find in your sample?
2. Is the paddy you sampled suitable for milling?
Determining the Physical Characteristics of Paddy Rice | ||
How do immature grains reduce the quality of paddy rice? | ||
Objective | Calculate the impact of immature grains on paddy rice quality and perform a procedure for determining the percentage of immature grains in a paddy rice sample. | |
| ||
The effect of immature grains on quality | Immature grains are very slender, have a chalky appearance, and do not survive the milling process very well. If paddy rice contains a high percentage of immature grains, milling will create excessive bran, broken grains, and brewer's rice. | |
Experiment- 7
Measuring the Percentage of Immature Grains
Objective:
To find out the percentage of immature grains in the given sample.
Materials:
- Enough paddy to supply a 25 gram sample for testing
- Scale (for measuring 25 gram samples of grain)
- Simple plastic containers or small paper bags to hold grain
- Pen/pencil, paper and calculator to compute and record measurements
Procedure:
- Select a 25 gram random sample of paddy
- Weigh the sample [A]
- Select and separate the immature grains from the sample. The immature rice grains are those that are very slender and chalky.
- Weigh the immature grains separated from the sample [B]
- Calculate the percentage of immature grains in the sample using the formula:
Calculation:
Observations & Calculations:

Sample No. | Total Weight of Sample [A] | Weight of Immature Grains [B] | % Immature Grains = ([B]/ [A]) x 100 |
Average |
Conclusions:
1. What percentage of immature grains did you find in your sample?
2. Is the paddy you sampled suitable for milling?
Determining the Physical Characteristics of Paddy Rice | ||
What causes grain discoloration and how is it measured? | ||
Objective | Determine the cause of grain discoloration and perform a procedure for determining the percentage of discolored grains in a paddy rice sample. | |
| ||
What causes discolored grains? | Paddy rice can ferment if exposed to wet conditions before it is dry. This can cause the rice to have an unattractive yellow appearance after milling which will downgrade its quality. Add to this the potential for microorganisms and fungi to grow around the germ end of the brown rice kernel (which can cause black spots), and you soon realize that keeping the paddy rice dry between harvesting and drying is essential to avoid discolored grains. | |
Exercise | To view the procedure and accompanying worksheet for measuring the percentage of discolored grain in a sample of paddy rice, click here. | |
Preparing for milling | Now that your paddy rice is securely stored with the correct moisture content, it is time for milling. In the next part, Rice Milling, you will learn about the operations of a rice mill and interact with a rice mill simulation that will allow you to test the variables discussed in this part. | |

Experiment- 8
Measuring the Percentage of Discoloured Grains
Objective:
To find out the percentage of discoloured grains in the given sample.
Materials:
- Enough paddy to supply a 25 gram sample for testing
- Scale (for measuring a 25 gram samples of grain)
- Simple plastic containers or small paper bags to hold grain
- Pen/pencil, paper and calculator to compute and record measurements
Procedure:
- Select a 25 gram random sample of paddy
- Weigh the sample [A]
- Select and separate the discolored or yellow-fermented grains from the sample.
- Weigh the discolored grains separated from the sample [B].
- Calculate the percentage of immature grains in the sample using the formula:
Calculation:
Observations & Calculations:

Sample No. | Total Weight of Sample [A] | Weight of Discoloured Grains [B] | % Discoloured Grains = ([B]/ [A]) x 100 |
Average |
Conclusions:
1. What percentage of discolored grains did you find in your sample?
2. Is the paddy you sampled suitable for milling?
Determining the Physical Characteristics of Paddy Rice | ||
Check your understanding | ||
| For each question, submit your answer(s) by clicking the appropriate check boxes or typing the correct response. | |
| ||
Question 1 | Grain dimension and 1000-grain weight are measures of what quality characteristic of paddy?
| |
Question 2 | The purity of paddy is determined by the amount of __________ present in the sample.
| |
Question 3 | The optimum moisture content of paddy prior to milling is 20-24%.
It is 14% | |
Question 4 | The oven drying method provides the most reliable measure of moisture content?
Although the oven drying method provides takes longer to perform, it provides the most reliable measure of moisture content. | |
Question 5 | Measuring grain dimension to test the varietal purity of a sample is necessary because having a mixture of varieties in a sample __________?
| |
Question 6 | 'Yellowing' is caused by over-exposure of the paddy to wet environmental conditions before it is dried. This results in a combination of microbiological and chemical activity that overheats the grain and can cause fermentation. Fermented grains are undesirable because
| |
Question 7 | If the 1000-grain weight of a sample is lower than the published figure for that variety, it may mean that the sample has a large proportion of immature grain.
If 1000-grain weight is lower than the published figure, the sample may contain a large amount of immature grain. It could also mean that there is a mix of varieties in the sample. | |
Question 8 | Not all published national standards for paddy use the same set of characteristics.
Standards are written by countries or organizations to represent those characteristics that they consider important for their purposes. Correct options are highlighted. | |
Milling and Parboiling | ||||||||||
Introduction to the milling process and its outputs. | ||||||||||
Objective | Appreciate the rice milling process as a codependent system which includes miller skill, quality paddy rice, and well maintained equipment. | |||||||||
| ||||||||||
Rice milling objective | The basic objective of a rice milling system is to remove the husk and the bran layers and produce an edible white rice kernel that is sufficiently milled and free of impurities. Depending on the requirements of the customer, the rice should have a minimum number of broken kernels. | |||||||||
| ||||||||||
Milling and Parboiling | ||||||||||
What are the different types of rice mills? | ||||||||||
Objective | Name three mill types and identify and describe the characteristics of each. | |||||||||
Rice mills come in many shapes, sizes, and capacities that are designed to handle a variety of workloads and operating environments. This lesson identifies and describes three rice mill types:
Refer to the following table for a description of each: | ||||||||||
A size to suit every need |
| |||||||||




Milling and Parboiling | ||
What are the outputs produced by a rice mill? | ||
Objective | Name and describe the outputs produced by a village and commercial rice mill. | |
| ||
Rice mill outputs | The number of outputs a rice mill produces is dependent on the mill type and size. For a typical village mill, there are three main outputs:
For a typical commercial mill, there at least 6 outputs:
| |
Milling and Parboiling | ||
What should I look for when visiting a rice mill? | ||
Objective | Describe several conditions to observe during a rice mill visit and perform a procedure for measuring a rice mill's output. | |
| ||
Visiting a mill | Visit either a village rice mill or a commercial mill. During the visit sample the paddy before milling, brown rice after husking, and the milled grain after processing. At the same time, monitor the performance of the rice mill by collecting the outputs from all of the outlets of the mill over a given time period. | |
Arriving at | On arrival at the mill, walk around the mill and familiarize yourself with the layout, particularly noting the outlets of each of the samples listed above. It is important then to assign people to collect the output from each outlet. The person responsible for the collection of the output is also responsible for measuring the weight of the output and for collecting a sample to take back to the laboratory. | |
Taking measurements | The measuring times will depend on the capacity of the mill. A good benchmark is to collect from each outlet for at least 10 minutes. | |
Experiment- 9
To test the capacity of a rice mill by taking measurements
Objective:
To test the capacity of the rice mill under observation.
Method
- The measuring times will depend on the capacity of the mill.
- A good benchmark is to collect from each outlet for at least 10 minutes.
- Collect samples for amount of time from each outlet and the input.
- Use an open woven bag to collect the husk.
- Use the miller’s scales to measure the input for the time and the output at each of the outlets.
- Record all the information on the sheet below.
- Samples must be taken from each of the outlets so that they can be analyzed later.
- A second method of measuring is to use a given amount of input rather than use a time basis.
- For example, mill 250kg of paddy and measure all the outputs from this paddy.
Expected outputs
A good quality mill will produce approximately 55% head rice, 15% brokens, 10% bran and 20% husk.
Date : _______________________ Name : _______________________ Address : ___________________________ ___________________________________ ___________________________________ ___________________________________
|
Time outputs recorded: _______ mins Initial input for outputs: _______ kgs
| ||
| Weight | Percentage | Comments |
Paddy |
| 100 |
|
Output |
|
|
|
Brown Rice |
|
|
|
1st whitener 2nd whitener |
|
|
|
Polisher |
|
|
|
Bran |
|
|
|
Head Rice |
|
|
|
Brokens Large Medium Small |
|
|
|
Brewer’s rice |
|
|
|
Husk |
|
|
|
Milling and Parboiling |
Milling and Parboiling | ||
What is parboiling? | ||
Objective | Define parboiling and describe several reasons why some cultures prefer this optional step prior to milling. | |
| ||
What is parboiling? | Parboiling is an age-old process in parts of Asia, Africa, and to a limited extent in some European countries and America. This process improves the milling recovery of paddy rice, salvages poor quality or spoiled paddy rice, and meets the demands of certain consumers. Many of the larger food processing manufacturers parboil rice before it is processed. | |
What are the benefits of parboiling? | Some research studies report that parboiled rice retains more protein, vitamins, and minerals and is more nutritious than raw milled rice. However, other studies show no significant nutritional difference between the two. The inconsistency in results may be due to the method of parboiling, condition of the paddy, degree of bran removal, and variety differences which have more effect on the nutritional value. Regardless of the advantages or disadvantages, consumer preferences in some countries require parboiled rice. | |
Milling and Parboiling | ||||||||||||||
What is the parboiling process and how does it affect rice? | ||||||||||||||
Objective | Describe the parboiling process, its advantages and disadvantages, and list the physical, chemical, and aesthetic changes that occur during this process. | |||||||||||||
| ||||||||||||||
Three steps in the parboiling process | Parboiling is the hydrothermal treatment of paddy before milling. The three steps of parboiling are:
Click each of the steps below to learn more about the processes associated with each. | |||||||||||||
Changes caused by parboiling | Parboiling causes physical and chemical changes and modifies the appearance of rice. To learn more about these changes, refer to the following table:
These changes affect the results obtained during milling, storage, and cooking and ultimately, consumer preference. | |||||||||||||
| Consumer preference will prevail despite the advantages and disadvantages associated with parboiling. Nevertheless, the following table provides a balanced view:
| |||||||||||||







Experiment- 10
Comparing parboiled and raw rice
Objective:
To compare the given samples of parboiled and raw rice.
Materials:
- Samples of raw paddy rice and parboiled rice
- Rice Mill
Procedure:
Take a sample of paddy and divide it into two equal parts. One part should be parboiled, the other left raw. Mill both parts and perform the following quality tests on each milled sample. Record the results in the table below.
Observations and Calculations:

Conclusions:
Compare the results and report on whether these results are what you expected from the materials you have learnt in this exercise.
Milling and Parboiling | ||
Are there different parboiling methods? | ||
Objective | List several methods of parboiling rice and describe the method most commonly used. | |
| ||
Traditional and modern parboiling processes | A number of traditional and modern processes have been used to parboil paddy rice in different countries. Other methods are being developed or studied but have not yet reached a level of economic success. Each method is an attempt to improve on the technology or equipment used to soak, steam, and re-dry paddy. | |
Most common approach | Most parboiling is accomplished by:
These three methods have proved economical during many years of operation. Any of the methods when operated properly produces fair quality parboiled paddy rice at a minimum operating cost. | |
Preparing for milling | Now that your paddy rice is securely stored with the correct moisture content, it is time for milling. In the next part, Rice Milling, you will learn about the operations of a rice mill and interact with a rice mill simulation that will allow you to test the variables discussed in this part. | |
Determining the Physical Characteristics of Paddy Rice | ||
Check your understanding | ||
| For each question, submit your answer(s) by clicking the appropriate check boxes, typing the correct response, or clicking the appropriate option buttons. | |
| ||
Question 1 | Success in the rice milling process is dependent upon which of the following? Select all that apply and click Check your choices to see if you are on the right track.
| |
Question 2 | The three types of rice mills are test, village, and________________. Please type the appropriate response in the space provide Commercial | |
Question 3 | Dependening on the mill type and size, a variety of outputs are produced. From the list below, click all of the outputs that might be produced by a village or commercial mill. When you have finished making your choices, click Check your choices to see if you are on the right track.
| |
Question 4 | When visiting a mill, a good benchmark is to collect outputs from each outlet for at least 2 minutes.
At least 10 minutes | |
Question 5 | Engleberg- type or "steel" hullers are no longer acceptable in the commercial rice milling sector because they break grains and reduce milling recovery. Which of the following materials are now used instead of steel? Click the button next to the appropriate answer:
| |
Question 6 | Parboiling improves the milling recovery of paddy rice?
Correct options are highlighted. | |
Determining the Physical Characteristics of Milled Rice | ||||||||||||||||
What are the six physical characteristics of milled rice that determine quality? | ||||||||||||||||
Objective | Name six physical characteristics used to measure the quality of paddy rice and explain their importance. | |||||||||||||||
| ||||||||||||||||
Six physical characteristics of milled rice quality | Now that we have some milled rice, let's learn how to measure the physical characteristics that are important indicators of quality. | |||||||||||||||
What do the characteristics mean? | The following are six physical characteristics used to determine the quality of milled rice. To learn more about these characteristics, refer to the following table:
| |||||||||||||||
Determining the Physical Characteristics of Milled Rice | ||
What is head rice recovery and how is it determined? | ||
Objective | Define head rice and relate this term to the procedure for measuring its recovery percentage. | |
| ||
What is head rice and head rice recovery? | Head rice is usually expressed as a percentage of paddy rice. For example, if after your paddy rice is milled you determine that 45% of it is head rice, you would say that your head rice recovery is 45%. Head rice recovery can vary from as low as 25% to as high as 65%. To a large extent, the characteristics of the original paddy determine the potential head rice yield although the milling process is responsible for some losses and damage to the grain. | |
Experiment- 11
Measuring the Percentage of Head Rice in Milled Rice
Objective:
To find out the percentage of head rice in the given sample of milled rice
Materials:
- Enough milled rice to supply a 25 gram sample for testing
- Scale (for measuring 25 gram samples of grain)
- Grain grader
- Simple plastic containers or small paper bags to hold grain
- Pen/pencil, paper and calculator to compute and record measurements
Procedure:
- Select 25 gram random sample of grain [A].
- Using a grain grader separate the broken grain from the whole grains. For the calculation of the percentage of ‘brokens’ and the percentage of head rice recovery, a grain is considered to be a whole grain if it is 75% or larger of the grain.
- Weigh the ‘brokens’ separated from the sample [B].
- Compute the percentage of the ‘brokens’ [C] using the following equation:
- Given the percentage of ‘brokens’, the percentage of whole grains can be calculated by subtracting the percentage of ‘brokens’ [C] from 100%. This is the percentage of head rice recovery.

Calculations:
Observations & Calculations:
Sample No. | Weight of Milled Sample [A] | Weight of Broken Grains [B] | % Brokens = ([B]/ [A]) x 100 |
Average |
Conclusions:
1. What percentage of head rice did you find in your sample?
2. Is the milled rice you sampled suitable for market? Why or why not?
Determining the Physical Characteristics of Milled Rice | ||
What are the outputs produced by a rice mill? | ||
Objective | Name and describe the outputs produced by a village and commercial rice mill. | |
| ||
What is | Brewer's rice refers to the small pieces of broken rice that remain after the milling process is complete. As the name implies, brewer’s rice is often used as ingredient for beer brewing. In rural areas, brewer’s rice has a variety of uses and is commonly ground into rice flour. | |
Experiment- 12
Measuring the Percentage of Brewer’s Rice in Milled Rice
Objective:
To find out the percentage of brewer’s rice in the given sample of milled rice.
Materials:
- Enough milled rice to supply a 100 gram sample for testing
- Scale (for measuring 100 gram samples of grain)
- Brewer’s rice sieve
- Simple plastic containers or small paper bags to hold grain
- Pen/pencil, paper and calculator to compute and record measurements
Procedure:
- Use your scale to measure a 100 gram sample of milled grain [A].
- Using the brewer’s rice sieve, separate the brewer’s rice from the sample.
- Weigh the brewer’s rice separated from the sample [B].
- Calculate the percentage of brewer’s rice in the sample using the formula:
Calculation:
Observations & Calculations:

Sample No. | Weight of Sample [A] | Weight of Brewer’s Rice [B] | % Brewer’s Rice = ([B]/ [A]) x 100 |
Average |
Conclusions:
1. What percentage of brewer’s rice did you find in your sample?
2. Is the milled rice you sampled suitable for market? Why or why not?
Determining the Physical Characteristics of Milled Rice | ||
Which conditions damage rice grains and how does this affect the quality of milled rice? | ||
Objective | Determine the conditions that cause damaged rice grains and perform a procedure for measuring their percentage. | |
| ||
How are rice grains damaged? | Before milling, paddy rice can deteriorate through natural biochemical changes in the grain which can create off-odors and changes in physical appearance. The result is damaged grains that are fully or partially darkened. Other causes of damage include insect, mold, water, or heat damage. | |
Experiment- 13
Measuring the Percentage of Damaged Grains in Milled Rice
Objective:
To find out the percentage of damaged grains in the given sample of milled rice.
Materials:
- Enough milled rice to supply a 25 gram sample for testing
- Scale (for measuring 25 gram samples of grain)
- Simple plastic containers or small paper bags to hold grain
- Pen/pencil, paper and calculator to compute and record measurements
Procedure:
- Using your scale, measure a 25 gram sample of milled grain [A].
- Select and separate the damaged grains from the sample.
- Weigh the damaged grains separated from the sample [B].
- Calculate the percentage of damaged grains in the sample using the formula:
Calculation:

Observations & Calculations:
Sample No. | Total Weight of Sample [A] | Weight of Damaged Grains [B] | % Damaged Grains = ([B]/ [A]) x 100 |
Average |
Conclusions:
1. What percentage of damaged grains did you find in your sample?
2. Is the milled rice you sampled suitable for market? Why or why not?
Determining the Physical Characteristics of Milled Rice | ||
What is chalkiness and how do you measure its presence in a sample of milled rice? | ||
Objective | Define chalkiness and relate this term to the procedure for measuring its percentage in milled rice. | |
| ||
What is chalkiness? | Chalkiness is determined by the opaqueness of the endosperm. If part of the milled rice kernel is opaque rather than translucent, it is often characterized as chalky. While chalkiness disappears upon cooking and has no effect on taste or aroma, it downgrades the quality of milled rice. | |
Experiment- 14
Measuring the Chalkiness of Milled Grains
Objective:
To measure the chalkiness in the given sample of milled grains.
Materials:
- Enough milled rice to supply a 25 gram sample for testing
- Scale (for measuring 25 gram samples of grain)
- Simple plastic containers or small paper bags to hold grain
- Pen/pencil, paper and calculator to compute and record measurements
Procedure:
- Using your scale, measure a 25 gram sample of milled grain [A].
- Separate the chalky grains with an SES Scale of 9 (see table below).
Scale | % area of chalkiness |
0 | None |
1 | less than 10% |
5 | 10-20% |
9 | more than 20% |
A visual rating of the chalky proportion of the grain is used to measure chalkiness. The rating is based on the Standard Evaluation System [SES] scale:
- Weigh the chalky grains (SES scale of 9) that you separated [B].
- Determine the percentage of chalky grain using the equation:
Calculation:

Observations & Calculations:
Sample No. | |||
Weight of Milled Rice [A] | |||
Total Weight of Chalky Grains [B] | |||
% Chalky Grains = ([B]/ [A]) x 100 | |||
Total Weight of Chalky Grains of SES Scale-1 [C] | |||
% Chalky Grains of SES Scale-1 = ([C]/ [A]) x 100 | |||
Total Weight of Chalky Grains of SES Scale-1 [D] | |||
% Chalky Grains of SES Scale-5 = ([D]/ [A]) x 100 | |||
Total Weight of Chalky Grains of SES Scale-1 [E] | |||
% Chalky Grains of SES Scale-1 = ([E]/ [A]) x 100 |
Conclusions:
1. What percentage of chalky grain did you find in your sample?
2. Is the milled rice you sampled suitable for market? Why or why not?
Determining the Physical Characteristics of Milled Rice | ||
What causes red and red-streaked grains and how can this affect the quality of milled rice? | ||
Objective | Perform the procedure for measuring the percentage of red and red-streaked rice grains. | |
| ||
What are red and red-streaked grains in milled rice? | Red and red-streaked grains occur when part of the bran layer is still clinging to the surface of the grain after milling. Rice consumers almost universally desire well-milled rice because of its better appearance. Therefore, the presence of red and red-streaked grains suggests a lower degree of milling and subsequently, a less desirable appearance. | |
Experiment- 15
Measuring the Percentage of Red and Red-Streaked Grains in Milled Rice
Objective:
To find out the percentage of red and red- streaked grains in milled rice.
Materials:
- Enough milled rice to supply a 25 gram sample for testing
- Scale (for measuring 25 gram samples of grain)
- Simple plastic containers or small paper bags to hold grain
- Pen/pencil, paper and calculator to compute and record measurements
Procedure:
- Using your scale, weigh a 25 gram sample of milled rice [A].
- Select and separate the red grains from the sample. The red grains are those that have 25% or more of the grain red.
- Weigh the red grains separated from the sample [B].
- Calculate the percentage of red grains in the sample using the formula:
Calculation:

Observations & Calculations:
Sample No. | Total Weight of Sample [A] | Weight of Red Grains [B] | % Red Grains = ([B]/ [A]) x 100 |
Average |
Conclusions:
1. What percentage of red grains did you find in your sample?
2. Is the milled rice you sampled suitable for market? Why or why not?
Determining the Physical Characteristics of Milled Rice | ||||||||||
Why is whiteness, translucency, and milling degree important? | ||||||||||
Objective | Relate whiteness, translucency, and milling degree to milled rice quality and perform the appropriate procedures for determining each. | |||||||||
| ||||||||||
Looks are everything! | Whiteness, translucency, and milling degree concern the appearance of milled rice. Rice that is not attractive to the consumer will have a lower value in the marketplace. In other words, improving the appearance of the rice grains through proper milling increases their value. To determine the difference between whiteness, translucency, and milling degree, refer to the table below:
| |||||||||
Experiment- 16
Measuring the Whiteness, Translucency and Milling Degree of Milled Rice
Objective:
To measure the whiteness, translucency and degree of milling in the given sample of milled rice.
Materials:
- Enough milled rice to supply a 25 gram sample for testing
- Scale (for measuring 25 gram samples of grain)
- Whiteness meter
- Simple plastic containers or small paper bags to hold grain
- Pen/pencil, paper and calculator to compute and record measurements
Procedure:
- Using your scale, weigh a 25 gram sample of milled rice.
- Measure the grain whiteness using the whiteness meter. The meter will return three values:
- Whiteness
- Translucency
- Milling degree
- Record the values for each of the three measures.
Conclusions:
1. What percentage of red grains did you find in your sample?
2. Is the milled rice you sampled suitable for market? Why or why not?
Determining the Physical Characteristics of Paddy Rice | ||
Check your understanding | ||
| For each question, submit your answer(s) by clicking the appropriate check boxes, typing the correct response, or clicking the appropriate option buttons. | |
| ||
Question 1 | Which of the following is not a physical characteristic of milled rice used to determine its quality?
Taste is not generally considered as a physical characteristic of milled rice quality. | |
Question 2 | For a milled rice grain to be considered as head rice, it must be at least 75% whole.
Head rice should be at least 75% whole. | |
Question 3 | Which of the following statements is true? Check all that apply.
| |
Question 4 | Chalkiness affects the cooking and eating qualities of rice.
Although chalkiness downgrades the quality of rice, it does not affect its cooking and eating qualities. | |
Question 5 | Type the appropriate word in the space provided. Grains become red or red-streaked when the ____________layer sticks to the grain during milling. bran | |
Question 6 | Type the appropriate word in the space provided. The whiteness, translucency and milling degree of rice grains are important because they determine the ______________of milled rice, which is important to consumers. appearance Correct options are highlighted. | |
Determining the Chemical Characteristics of Milled Rice | ||||||||||
What are the three chemical characteristics of milled rice that determine quality? | ||||||||||
Objective | Name the three chemical characteristics used to measure the quality of milled rice and explain their importance. | |||||||||
| ||||||||||
Three chemical characteristics of milled rice quality | We have learned about the six physical characteristics of milled rice quality and how to measure each. In this part, we will learn how to measure three chemical characteristics of milled rice that are important indicators of quality. | |||||||||
What do the characteristics mean? | The following are three chemical characteristics used to determine the quality of milled rice. To learn more about these characteristics, refer to the following table:
| |||||||||
Frequently Asked Questions (FAQs) | For a list of frequently asked questions concerning the chemical characteristics of milled rice and their answers, visit the URL given below. http://www.riceweb.org/grainQuality_loband/module_6/01.htm | |||||||||
Determining the Chemical Characteristics of Milled Rice | ||||||||||
Why is amylose content important and how is it measured? | ||||||||||
Objective | Recognize the importance of amylose content to milled rice quality and perform three procedures for its measurement. | |||||||||
| ||||||||||
Why is amylose content important? | Do you like your cooked rice to be dry and flaky, or moist and sticky? Whichever you prefer, amylose content is the chemical characteristic that makes the difference. The following table compares rice types with high and low amylose content:
| |||||||||
Amylose content classifications | Based on amylose content, milled rice is classified as low, intermediate, and high. Refer to the following table to determine the classification ranges:
| |||||||||
Determining the Chemical Characteristics of Milled Rice | ||||||||||
Why is gelatinization temperature important and how is it measured? | ||||||||||
Objective | Recognize the importance of gelatinization temperature to milled rice quality and perform a procedure for its measurement. | |||||||||
| ||||||||||
Why is gelatinization temperature important? | The time required for cooking rice is determined by its gelatinization temperature. Gelatinization temperature is the temperature at which the rice absorbs water and starch granules swell irreversibly. | |||||||||
Gelatinization temperature classifications | Based on gelatinization temperatures, milled rice is classified as low, intermediate, and high. Refer to the following table to determine the classification ranges:
| |||||||||
Determining the Chemical Characteristics of Milled Rice | ||||||||||||
Why is gel consistency important and how is it measured? | ||||||||||||
Objective | Recognize the importance of gel consistency to milled rice quality and perform a procedure for its measurement. | |||||||||||
| ||||||||||||
Why is gel | Do you like the consistency of your cooked rice more tender or tough? Whichever you prefer, gel consistency is the chemical characteristic that makes the difference. Gel consistency measures the tendency of cooked rice to harden on cooling. The following table compares rice types with hard and soft gel consistencies:
| |||||||||||
How is gel consistency classified? | Gel consistency is classified as follows:
| |||||||||||
Determining the Chemical Characteristics of Milled Rice | ||
Check your understanding | ||
| For each question, submit your answer(s) by clicking the appropriate check boxes, typing the correct response, or clicking the appropriate option buttons. | |
| ||
Question 1 | Which of the following are chemical characteristics of milled rice that determine quality?
This was a tricky question as gel consistency and gelatinization temperature were changed to be gel temperature and gelatinization consistency. | |
Question 2 | Amylose content is responsible for which of the following. Click the appropriate button to make your choice.
Amylose content determines whether your cooked rice is dry and flaky or moist and sticky. | |
Question 3 | Gel consistency is responsible for whether or not your cooked rice is tender or tough?
Gel consistency determines whether or not your cooked rice is tender or tough. | |
Question 4 | Which of the following chemical characteristics determine how long it takes to cook rice?
Gelatinization temperature determines the length of time it will take for your rice to cook. Correct options are highlighted. | |
ISO Standards | ||
What are international standards and why are they necessary? | ||
Objective | Describe the International Organization for Standardization (ISO) and view ISO standards for rice. | |
| ||
What are international and national standards? | Standards specify what a product or service is and they contain the definition of what is appropriate for each level of the product or service. These specifications ensure that when people discuss a product or service they are speaking a common language and they have a common understanding of what standards are appropriate. With rice, these standards ensure that when people are discussing rice they can have a common understanding of the terms being used and of the standards that various rice qualities must reach. Standards are developed at a national level in many countries and the International Organization for Standardization publishes standards for international use. | |
The International Organization for Standardization | The International Organization for Standardization [ISO] is a network of national standards institutes from 140 countries working in partnership with international organizations, governments, industry, business and consumer representatives. The organization is a bridge between the public and private sectors. This organization develops and sponsors standards that are used internationally. Standards are documented agreements containing technical specifications or other precise criteria to be used consistently as rules, guidelines or definitions of characteristics to ensure that materials, products, processes and services are fit for their purpose. International standards thus contribute to making life simpler, and to increasing the reliability and effectiveness of the goods and services we use. ISO standards are developed using the following principles: Consensus: The views of all interests are taken into account: manufacturers, vendors and users, consumer groups, testing laboratories, governments, engineering professions and research organizations. Industry-wide: Global solutions to satisfy industries and customers worldwide. Voluntary: International standardization is market-driven and therefore based on voluntary involvement of all interests in the market-place. To date, ISO's work has resulted in some 12,000 International Standards, representing more than 300,000 pages in English and French. Further information about the ISO can be obtained at http://www.iso.ch. | |
ISO definitions | Many people associated with rice farming, production and sale benefit from the existence of standards: consumers, producers, distributors and Governments. The consumer can be guaranteed that when a batch of rice is classified in a market that classification has a definite meaning which is monitored by the authorities. Rice producers benefit because they are aware of the standards that their rice must reach to be able to be sold in certain ways - their ability to reach the higher levels of classification mean more income from their harvest. Distributors can use the standards to ensure that they buy standards of rice at an appropriate price and can then sell it at the same level of classification. The Government benefits because its local rice industry provides better quality rice to the consumers and it is able to develop an export industry when it knows the standards | |
International Standards’ Organization – Rice Specification [ISO 7301]
1. Scope
This International Standard lays down the minimum specifications for rice (Oryza sativa L.) of the following types: husked rice, husked parboiled rice, milled rice and milled parboiled rice, suitable for human consumption, directly or after reconditioning, and which is the subject of international trade.
2. Normative references
The following standards contain provisions, which, through reference in this text, constitute provisions of this International Standard. At the time of publication, the editions indicated were valid. All standards are subject to revision, and parties to agreements based on this International Standard are encouraged to investigate the possibility of applying the most recent editions of the standards listed below. Members of IEC and ISO maintain registers of currently valid International Standards.
ISO 712: 1985, Cereals and cereal products – Determination of moisture content
(Routine reference method).
ISO 950: 1979, Cereals – Sampling (as grain).
3. Definitions
For the purposes of this International Standard, the following definitions apply.
3.1. paddy: paddy rice: rough rice: Rice retaining its husk after threshing.
3.2. husked rice: cargo rice [ “brown rice” is sometimes used as a synonym]: Paddy from which the husk only has been removed.
The processes of husking and handling, particularly of parboiled rice, may result in some loss of bran.
3.3. milled rice: Rice obtained after milling which involves removing all or part of the bran and germ from the husked rice.
It could further be classified into the following degrees of milling.
a) undermilled rice: Rice obtained by milling husked rice but not to the degree necessary to meet the requirements of well-milled rice.
b) well-milled rice: Rice obtained by milling husked rice in such a way that some of the germ, and all the external layers and most of the internal layers of the bran have been removed.
c) extra-well-milled rice: Rice obtained by milling husked rice in such a way that almost all the germ, and all the external layers and the largest part of the internal layers of the bran, and some of the endosperm, have been removed.
3.4. parboiled rice: Rice, the starch of which has been fully gelatinized by soaking paddy or husked rice in water followed by a heat treatment and a drying process.
3.5. glutinous rice: waxy rice: Special varieties of rice (Oryza sativa L. glutinosa) the kernels of which have a white and opaque appearance. The starch of glutinous rice consists almost entirely of amylopectin. It has a tendency to stick together after cooking.
3.6. size of kernels, broken kernels and chips
3.6.1. whole kernel: Kernel without any broken part.
3.6.2. head rice: Kernel, the length of which is greater than or equal to three quarters of the average length of the corresponding whole kernel.
3.6.3. large broken kernel: Fragment of kernel, the length of which is less than three-quarters but greater than one-half of the average length of the corresponding whole kernel.
3.6.4. medium broken kernel: Fragment of kernel, the length of which is less than or equal to one-half but greater than one-quarter of the average length of the corresponding whole kernel.
3.6.5. small broken kernel: Fragment of kernel, the length of which is less than or equal to one-quarter of the average length of the corresponding whole kernel but which does not pass through a metal sieve with round perforations 1.4 mm in diameter.
3.6.6. chip: Fragment of kernel which passes through a metal sieve with round perforations 1.4 mm in diameter.
3.7. extraneous matter: Organic and inorganic components other than kernels of rice, whole or broken
3.8. heat-damaged kernels: Kernels, whole or broken , that have changed their normal color as a result of heating. This category includes whole or broken kernels that are yellow due to alteration. Parboiled rice in a batch of non-parboiled rice is also included in this category.
3.9. damaged kernels: Kernels, whole or broken, showing obvious deterioration due to moisture, pests, disease or other causes, but excluding heat-damaged kernels
3.10. immature kernels: Kernels, whole or broken, which are unripe and/or underdeveloped.
3.11. chalky kernels: Kernels, whole or broken, except for glutinous rice, of which at least three-quarters of the surface has an opaque and floury appearance.
3.12. red kernels: Kernels, whole or broken, having a re coloration covering more than one-quarter of their surface, but excluding heat-damaged kernels (3.8).
3.13. red-streaked kernels: Kernels, whole or broken, with red streaks, the lengths of which are greater than or equal to one-half of that of the whole kernel, but where the surface covered by these red streaks is less than one-quarter of the total surface.
3.14. pecks: Kernels, whole or broken, of parboiled rice of which more than one-quarter of the surface is dark brown or black in color.
3.15. other kinds of rice
3.15.1 Paddy in husked rice, in husked parboiled rice, in milled rice and in milled parboiled rice.
3.15.2 Husked rice in husked parboiled rice, in milled rice and in milled parboiled rice.
3.15.3 Milled rice in husked parboiled rice and in milled parboiled rice.
3.15.4 Glutinous in non-glutinous rice.
4. Specification
4.1 General, organoleptic and health characteristics
Kernels of rice, whether or not parboiled, husked or milled, and whether or not whole or broken, shall be sound, clean and free from foreign odors or odor which indicates deterioration.
The levels of additives and pesticide residues and other contaminants shall not exceed the maximum limits permitted by the national regulations of the country of destination or, in their absence, by the joint FAO/WHO Commission of Codes Alimentarius.
The presence of living insects, which are visible to the naked eye, is not permitted.
4.2 Physical and chemical characteristics
4.2.1 The moisture content, determined in accordance with ISO 712, shall be not greater than 15% (m/m)
Note: Lower moisture contents may be required for certain destinations depending on the climate, duration of transport and storage. For further details, see ISO 6322, parts 1, 2 and 3.
4.2.2 The maximum contents of extraneous matter, defective kernels and other kinds of rice in husked and milled rice, whether or not parboiled, and determined in accordance with the method described in annex A, shall be not greater than the values specified in table 1.
4.2.3 All commercial contracts should be clearly the total percentage of broken kernels permitted, classified according to the agreed categories, and the relative proportions of each category, and the total percentage of extraneous matter and of defective kernels, determined in accordance with the method described in Annex A.
The proportion of chips shall not exceed 0.1%.
Defect | Reference to the definition | Husked rice | Milled rice (non-glutinous) | Husked parboiled rice | Milled parboiled rice |
Extraneous matter a) organic b) inorganic | 3.7 | 1.5 0.5 | 0.5 0.5 | 1.5 0.5 | 0.5 0.5 |
Paddy | 3.1 | 2.5 | 0.3 | 2.5 | 0.3 |
Husked rice | 3.2 | - | 1.0 | - | 1.0 |
Milled rice | 3.3 | - | - | 2.0 | 2.0 |
Heat-damaged kernels | 3.8 | 4.0 | 3.0 | 8.0 | 6.0 |
Damaged kernels | 3.9 | 4.0 | 3.0 | 4.0 | 3.0 |
Immature kernels | 3.10 | 12.0 | 2.0 | 12.0 | 2.0 |
Chalky kernels | 3.11 | 11.0 | 11.0 | - | - |
Red kernels | 3.12 | 12.0 | 4.0 | 12.0 | 4.0 |
Red-streaked kernels | 3.13 | - | 8.0 | 0 | 8.0 |
Glutinous rice | 3.5 | 1.0 | 1.0 | 1.0 | 1.0 |
Pecks | 3.14 | - | - | 4.0 | 2.0 |
Experiment- 17
Quality Parameters: Refractions in Food Grains to Assess the Marketable Quality
Objective:
To assess the Marketable Quality of given Refractions of Foodgrains.
Apparatus:
- Sieves (Set of four sieves with round holes)
- Top 4.00 mm
- Second from top 3.35 mm
- Third from top 1.70 mm
- Fourth from top 1.00 mm
- Enameled Plates of 30 cm diameter with raised rims
- Small scoop
- Forceps
- Magnifying glass having magnification of 10x
Procedure:
- Take 2500 g of a composite sample representing one lot.
- Reduce the composite sample by 500 g by dividing on sample divider.
- Spread the composite sample in a circular layer of about 12 to 25 mm thickness.
- Scoop out 500 g of sample from centre, sides and different points taking care that no foreign matter is left over from the grain which has been scooped.
- The above shall be the test sample for all determinations of refractions in food grains.
Visual Examination:
- Examine the test sample as a whole for its general condition, including odour and infestation.
- Report whether the sample is wholesome, clean, dry, and in sound marketable condition.
- Examine the sample for any deleterious material hazardous to human health rendering the grain inedible.
Determination of foreign matter:
- For rice and millets weigh 100 g of test sample.
- For other grains weigh 500 g of sample.
- Record the mass of the samples.
- Pour the sample over the set of sieves arranged as indicated under apparatus above.
- Agitate the sample thoroughly to strain out the foreign matter at various levels.
- As a result food grains and foreign matter like bolder pieces of clay. Chaff etc. would remain on the first three sieves.
- Separate the sieves.
- Pick up all foreign matter by hand or forceps and add to the foreign matter collected on the bottom pan.
- Weigh the total foreign matter of the bottom pan and calculate the percentage.
- Note the figure so obtained as the percentage of foreign matter in the food grain.
Refractions other than foreign matter:
- Mix the grains of four sieves freed from foreign matter and spread evenly on flat smooth surface.
- Take a sample from the spread as specified below:
- Wheat 50 g
- Rice 20 g
- Maize 50 g
- Barley 50 g
- Gram 50 g
- Other pulses 25 g
- Millets 20 g
- Spread the sample of the food grain being tested on an enameled plate.
- Using magnifying glass pick out refractions in the following order from the above sample.
Serial No. | Parameter | % Refraction |
Other food grains | ||
Damaged | ||
Discoloured | ||
Insect damaged | ||
Fragments | ||
Broken | ||
Slightly damaged or touched | ||
Chalky (In case of rice) | ||
Red grains | ||
Kernels with husk | ||
Shriveled or immature | ||
Varietal admixture |
- Weigh the separated refractions.
- Calculate the percentage of individual refractions separately on the quantity taken for actual analysis.
Precaution:
In case of rice for refractions other than foreign matter carry out the analysis in duplicate and report their average.
Experiment- 18
Physiochemical Properties of Grain: Density
Objective:
To find out the density of the given grain sample.
Apparatus:
- Measuring Cylinder
Procedure:
- Weigh accurately 50 g seeds.
- Transfer it to measuring cylinder.
- Add 50 ml distilled water to it.
- Record the seed volume by subtracting from total volume (ml).
Calculation:
Density (g/ ml) = W/V
Where,
W = Weight of the sample
V = Volume of seeds
Observations:
Sample No. | Weight of Sample W | Volume of Seeds V | Density (g/ ml) |
Experiment- 19
Physiochemical Properties of Grain: Hydration Capacity and Hydration Index
Objective:
To find out the hydration capacity and hydration index of the given grain sample.
Apparatus:
- Measuring Cylinder
Procedure:
- Weigh accurately 50 g seeds.
- Count the number of seeds.
- Transfer these to a measuring cylinder.
- Add distilled water to it.
- Cover the cylinder with aluminum foil and keep overnight at room temperature
- Next day drain the water and remove super flow water of seeds with filter paper.
- Reweigh the swollen seeds.
Calculation:
Hydration Capacity (per seed) = (W1 – W) / N
Where,
W = Weight of seeds taken
W1 = Weight of soaked seeds
N = Number of seeds
Hydration Index = Hydration capacity per seed/ Average weight of one seed (g)
Observations:
Sample No. | Weight of Seeds | No. of Seeds N | Hydration Capacity per seed | Hydration Index | |
Before Soaking W | After Soaking W1 | ||||
Experiment- 20
Physiochemical Properties of Grain: Swelling Capacity
Objective:
To find out the swelling capacity of the given grain sample.
Apparatus:
- Measuring Cylinder
Procedure:
- Weigh accurately 50 g seeds.
- Transfer these to a measuring cylinder.
- Note the volume of the seeds
- Add water and soak overnight
- Next day again note the volume of soaked seeds.
Calculation:
Swelling Capacity = (V1 – V) / W
Where,
W = Weight of seeds taken
V1 = Volume of seeds after soaking
V = Volume of seeds before soaking
Observations:
Sample No. | Volume of Seeds | Weight of seeds taken W | Swelling Capacity | |
Before Soaking V | After Soaking V1 | |||
Experiment- 21
Physiochemical Properties of Grain: Cooking Time
Objective:
To find out the cooking time of the given grain sample.
Apparatus:
- Tall Beakers
- Condenser
- Hot Plate
Procedure:
- Weigh 100 g seeds.
- Transfer these to tall beakers.
- Add water in a ratio of 1: 3 (w/v).
- Connect beakers to condenser to avoid evaporation of water during boiling
- Boil the sample and stir the sample at 2 minutes interval.
- Draw a seed after 4- 5 minutes without interrupting the boiling.
- Test the degree of cooking by pressing seeds between the fingers.
- If seed is felt uncooked, again test after 5 minutes. Repeat the process until five seeds are cooked.
- Record the cooking time.
Observations:
Sample No. | Cooking time |
Experiment- 22
Physiochemical Properties of Grain: Water Binding Capacity
Objective:
To find out the water binding capacity of the given grain sample.
Apparatus:
- Centrifuge
- Centrifuge Tube
Procedure:
- Wash, dry and weigh the centrifuge tube (W).
- Place the centrifuge tube in weighing balance and transfer 1 g sample in it and weigh the tube. (W1= Weight of Centrifuge tube + Weight of the sample taken)
- Add 15 ml of distilled water and shake the contents for 5 minutes.
- Centrifuge for 10 minutes at 3000 rpm.
- Decant the water, dry in oven and cool in desicator and weigh the centrifuge tube with centrifuged and dried sample (W2).
Calculation:
Water Binding Capacity = {(W2- W)/ (W1- W)} x 100
Where,
W = Weight of centrifuge tube.
W1 = Weight of sample + Centrifuge Tube
W2 = Weight of centrifuged sample + Centrifuge Tube
Observations:
Sample No. | Weight of | Water Binding Capacity | |||
Centrifuge Tube W | Sample + Centrifuge Tube W1 | Centrifuged Sample + Centrifuge Tube W2 | |||
Experiment- 23
Quality of Flour: Bleach Value
Objective:
To find out the bleach value of the given flour sample.
Theory:
The bleach value is used as a measure of the extent by which the creaminess of flour is reduced by application of bleaching agents. Flour is extracted with benzene- petrol mixture and yellowness of unoxidized xanthophyll can be measured spectrophotometrically.
Reagents:
- Extraction Reagent {Petrol- Benzene (1: 1)}
- Alcohol
Apparatus:
- Stoppered glass bottle
- Shaker
Procedure:
- Take 1 g of flour and add 100 ml of extraction reagent in a stoppered reagent bottle.
- Shake it for 3 hours and then filter the mixture rejecting the first runnings.
- Measure the optical density of clear filtrate at 425 nm and 660 nm. Set the instrument using the extraction reagent.
Calculation:
Bleach Value (D) = D425 – D660
Where,
D425 = Optical Density at 425 nm.
D660 = Optical Density at 660 nm.
Observations:
Serial No. | OD at 425 D425 | OD at 660 D660 | Bleach Value D |
Note: A heavily bleached flour gives a low value for D i.e. below 0.1 whereas unbleached flour gives a value above 0.2.
Experiment- 24
Quality of Flour: Crude Gluten
Objective:
To find out the crude gluten of the given flour sample.
Theory:
The strength of flour depends, to a considerable extent, on the nature and amount of gluten present. Such proportion can be assessed by forming dough with water, washing out the starch and examining the remaining elastic mass. Crude gluten obtained in this way contains albumin, globulin, glutenin, gliadin and protease.
Reagents:
- Water
Apparatus:
- Mortar and Pestle
- Oven
- Petri- dish
Procedure:
- Weigh 25 g flour (W) and transfer it to a mortar.
- Add about 15 ml water and make into dough using pestle.
- Allow it to stand for one hour.
- Gently knead the dough under tap water using sieve no. 60 for 10- 15 minutes or until all starch is washed out and wash water is clear.
- Place the solid matter under water for one hour and squeeze it as dry as possible.
- Roll it into a ball and weigh the moist gluten (W1).
- Spread it into a thin layer and dry it at 100° C to a constant weight.
- Again weigh it after drying (W2).
Calculation:
Gluten % (Moist) = (W1/ W) x 100
Gluten % (Dry) = (W2/ W) x 100
Where,
W = Weight of the sample taken.
W1 = Weight of moist gluten.
W2 = Weight of dry gluten.
Observations:
Serial No. | Weight of Sample W | Weight of Gluten | Gluten % | ||
Moist W1 | Dry W2 | Moist | Dry | ||
Note: Heavily bleached flour gives a low value for D i.e. below 0.1 whereas unbleached flour gives a value above 0.2.
Experiment- 25
Quality of Flour: Colour and Grade of flour using the Pekar Comparison Test
Objective:
To find out the colour and grade of flour using the Pekar Comparison Test of the given flour sample.
Theory:
The grade of flour can be readily assessed by visual comparison against that of flour of known extraction rate.
Reagents:
- 0.2% alcohol solution of catechol
- Flour of different extraction grade
Apparatus:
- Rectangular glass plates 12 x 8 cm and 2-3 mm thick.
- Wide Steel Spatula
Procedure:
- Weigh 12 g flour and pack it on one side of the glass plate in a straight line with the help of another plate.
- Treat 12 g of the standard flour of known extraction rate in similar manner so that the straight edges of the two flours are adjacent.
- Carefully move one of the portions so that it will be in contact with each other.
- Slick both with one stroke of the spatula so that the thickness of the layer diminishes from about 0.5 cm in the middle of the plate to a thin film at the edge, the line of demarcation between the two flours should be quite distinct
- Note any differences in colour between the two samples and repeat if necessary with flours of different and more comparable extraction.
- Dip the slab in cold water and make further comparisons immediately after dipping and one hour later.
- A further useful comparison is possible by pouring a 0.2% alcoholic solution of catechol on the slab after dipping.
- Match the colour with standard flours of different extract grade and note the difference in colour.
Experiment- 26
Quality of Flour: Diastatic Activity
Objective:
To find out the Diastatic Activity of the given flour sample.
Reagents:
- Alkaline ferricyanide solution 0.1 N
- Acetic acid reagent
- Buffer solution (pH 4.6- 4.8)
- Sulphuric acid (3.7 N)
- Potassium iodide solution
- 12% Sodium tungstate solution
- Starch solution
Apparatus:
- Conical Flask
- Shaker
- Water-bath cum shaker
- Pipettes
- Test tubes
- Burette
Procedure:
- Weigh 5 g of flour and a top of ignited sand into a conical flask.
- Mix by rotation and warm the mixture to 30° C.
- Add 46 ml of buffer solution (30° C) and mix the contents by rotation.
- Place conical flask in a water bath maintained at 30° C for 1 hour, shaking the mixture by rotation every 15 minutes.
- Add 2 ml of 3.7 N Sulphuric acid, mix and add 2 ml of 12% sodium tungstate solution.
- Mix and allow the mixture to stand for 2 min.
- Filter it through Whatman No. 4 filter paper discarding first 10 drops.
- Pipette 5 ml of filtrate in a large test tube, add 10 ml of alkaline ferricyanide solution and immerse the tube in boiling water for 20 minutes.
- Cool the tube under running water and wash the contents into a 100 ml conical flask with 25 ml acetic acid reagent.
- Add 1 ml of potassium iodide solution and 2 ml of starch solution.
- Mix and back-titrate the mixture with 0. I sodium thiosulphate until blue colour is completely disappeared.
Calculation:
ml of 0.1 N ferricyanide reduced (Y) = (10- x)
Where,
X = Volume of 0.1 N thiosulphate used for titration
Note: From the ml of 0.1 N ferricyanide reduced, the maltose value, expressed as the percentage of maltose formed, can be obtained from reference table.
Interpretation:
To be suitable for bread, flour should have a percentage maltose value 2.0-3.5. Below this range, there is inadequate supply of sugar produced drastically in the dough and bread produced will have pale crust. The addition of malt flour causes a significant increase in maltose value. A value above 3.5 suggests excessive α-amylase activity, found the flour from sprouted bread. Excessive α-amylase tends to give a sticky crumb in the bread.
Observations:
Sample No. | Volume of 0.1 N thiosulphate used x | Volume of 0.1 N ferricyanide reduced Y= 10- x | Maltose Value |
Experiment- 27
Quality of Flour: Amylase Assay
Objective:
To find out the Amylase Activity of the given flour sample.
Theory:
Alpha amylase activity present in the grain/flour is measured using buffered starch solution. Iodine gives a blue colour with starch. This colour is compared with blank. The difference in absorbance indicates the amount of starch hydrolyzed by the amylase present in the solution.
Reagents
- Starch-substrate solution
- Iodine reagent
- Sodium chloride 0.2M
- α-amylase enzyme
- Hydrochloric acid 0.0.5N
Apparatus
- Refrigerated centrifuge
- Spectrophotometer
Procedure
Extraction of sample
- Weigh 0.5 g sample and extract with 10 ml of 0.2M sodium chloride for 30 minutes.
- Centrifuge it at 3000 rpm for 15 minutes at 40° C.
- Decant the supernatant.
Determination
- For sample take I ml of extract in a test Tube.
- For blank- take I ml of 0.2M sodium chloride.
- To both the tubes add I ml of starch solution.
- Keep for 5 minutes at room temperature.
- Then add I ml of iodine reagent.
- Add 5 ml of distilled water to each of test tube.
- Read the absorbance at 620 nm.
- Decrease in absorbance at 620 nm by the enzyme is proportional to the quantity of amylase present in sample.
- Use α-amylase for calibration.
Calculation:
Activity (units/ g) = (u / A) x (I / W) x (V / V1) x (B – S)
Where,
W = Weight of sample
V = Volume of sodium chloride added
V1 = Volume of extract taken for assay
B = Absorbance of blank at 620 nm
S = Absorbance of sample at 620 nm
V = Enzyme equivalent units
A = Standard absorbance
Note:
- 10 mg of enzyme is equivalent to 1.6 units, will give 0.07 increase in absorbance at 620 nm.
- A conversion factor of 0.229 units per 0.1 unit absorbance at 620 nm, for 5 minutes at pH 4.65.
Experiment- 28
Quality of Flour: Fat Acidity
Objective:
To find out the fat acidity of the given flour sample.
Reagents:
- Petroleum ether
- Potassium hydroxide 0.1%
- Benzene- alcohol- phenolphthalein solution 0.02%
Apparatus:
- Soxhlet Apparatus
- Steam bath
- Burette
Procedure:
- Weigh 10 g of sample and extract crude fat with petroleum ether on Soxhlet apparatus.
- Evaporate the solvent containing fat on steam bath.
- Dissolve the residue in extraction flask with 50 ml Benzene- alcohol- phenolphthalein solution.
- Titrate it with potassium hydroxide to orange pink colour.
- For blank take 50 ml of Benzene- alcohol- phenolphthalein solution in a flask and titrate.
Calculation:
Fat acidity = (100 / W) x (S – B)
Where,
W = Weight of sample taken
S = Volume of KOH required to neutralize free fatty acids in sample extract
B = Volume of KOH required to titrate blank
Note: Fat acidity is calculated as mg of KOH required to neutralize from fatty acids of 100 g flour.
Observations:
Sample No. | Weight of sample taken W | Volume of KOH used for sample S | Volume of KOH used for blank B | Fat acidity |
Experiment- 29
Quality of Flour: Free Fatty Acids
Objective:
To find out the free fatty acids in the given flour sample.
Reagents:
- Sodium hydroxide 0.25 N
- Isopropyl Alcohol 99% neutralized with 0.1 N NaOH
- Phenolphthalein indicator solution 1% in 95% ethyl alcohol
Apparatus:
- Erlenmeyer flask
- Pipette
- Burette
- Cylinder 50 ml
Procedure:
- Weigh 5 g sample in an Erlenmeyer flask.
- Add 50 ml neutralized isopropyl alcohol and shake the sample to dissolve it.
- Add 2- 3 drops of phenolphthalein indicator solution and titrate against 0.25 N sodium hydroxide till pink colour appear and persist for 30 seconds.
Calculation:
Free Fatty Acids (%) = {(V x N x F) / (W x 1000)} x 100
Where,
W = Weight of sample taken
V = Volume of NaOH used for titration
N = Normality of NaOH solution
F = Equivalent weight (282 g) of free fatty acid (Oleic acid)
Observations:
Sample No. | Weight of sample taken W | Volume of NaOH used V | Normality of NaOH used N | Free fatty acids (%) |
Experiment- 30
Quality of Flour: Peroxide Value
Objective:
To find out the peroxide value of the given flour sample.
Reagents:
- Acetic acid : Chloroform solution (3 : 2, v/v)
- Saturated potassium iodide solution
- Sodium thiosulphate solution 0.01 N
- Starch solution (1%)
Apparatus:
- Soxhlet Apparatus
Procedure:
- Weigh 10 g sample and extract with petroleum ether on Soxhlet apparatus.
- Evaporate the solvent of extract completely.
- To the residue add 30 ml acetic acid – chloroform mixture and swirl.
- Add 0.5 ml of saturated potassium iodide solution.
- Keep for 1 minute, with occasional shaking and add 30 ml distilled water.
- Slowly titrate with 0.01N sodium thiosulphate with vigorous shaking until yellow colour almost disappears.
- Then add 0.05 ml starch solution and continue titration until blue colour just disappears. Shake vigorously during titration.
- Run blank in same manner.
Calculation:
Peroxide value (meq peroxide per 1000 g)
= [{(S – B) x N} / (W – W1)] x 1000
Where,
W = Weight of sample taken
W1 = Weight of the fat extracted
S = Volume of sodium thiosulphate used for titration of sample
B = Volume of sodium thiosulphate used for titration of blank
N = Normality of sodium thiosulphate used
Observations:
Sample No. | Weight of sample taken W | Weight of the Fat Extracted W1 | Volume of sodium thiosulphate used for sample S | Volume of sodium thiosulphate used for blank B | Normality of sodium thiosulphate used N | Peroxide Value |
Experiment- 31
Quality of Flour: Particle Size
Objective:
To find out the proportion of different particle sizes in the given flour sample.
Apparatus:
- Nest of sieves of different mesh size
- Rot-a-tap Shaker
Procedure:
- Weigh 100 g flour and place it on the top compartment of nest of sieves of various mesh sizes.
- Shake these sieves mechanically for 5 minutes.
- Particles will distribute according to size in different sieve.
- Weigh flour from each sieve and express as percentage of the 100 g of sample taken.
Calculation:
Particle size (% of that sieve size) = (a / W) x 100
Where,
W = Weight of sample taken
a = Weight of sample on one sieve
Observations:
Sieve No. | Weight of sample taken W | Weight of sample on sieve recovered a | Particle size (%) |
Experiment- 32
Quality of Flour: Sedimentation Value
Objective:
To find out the sedimentation value of the given flour sample.
Reagents:
- Bromo- phenol blue
- Lactic acid reagent
Apparatus:
- Stoppered measuring cylinder
Procedure:
- Weigh 2 – 3 g farina (maida) and transfer it to cylinder.
- Add 50 ml bromo- phenol blue and shake well horizontally for 2 minutes.
- Keep for one minute and then add 25 ml lactic acid reagent.
- Shake well vertically for 2 minutes.
- Further keep for 5 minutes.
- Note the sedimentation value.
Interpretation:
Standard sedimentation value should be between 18 – 21.
Observations:
Sample No. | Sedimentation Value |
Experiment- 33
Quality of Flour: Spreading Factor of Maida
Objective:
To find out the spreading factor of the given maida sample.
Ingredients:
- Maida
- Sugar
- Ghee
- Soda
- Milk
- Water
Apparatus:
- Electric Mixer
- Vernier Caliper
- 60 mm Iron Ring
Procedure:
- Take 130 g sugar, 64 g ghee, 2.5 g soda and mix for 1 minute.
- Then add 16 ml water and 40 ml milk and mix for one minute.
- Add 226 g maida and again mix for one and half minutes.
- Divide the dough into 6 equal parts and spread these by wooden roller on baking sheet.
- Cut the excessive batch by cutting of 60 mm iron ring.
- Bake for 5 – 6 minutes.
- Measure its spreading factor by Vernier Caliper.
Interpretation:
Standard length and width of spreading factor of maida are 69 – 748 mm and 12 – 13 mm respectively.
Observations:
Sample No. | Spreading Factor | Interpretation | |
Length | Width | ||
Experiment- 34
Quality of Flour: Ash
Objective:
To find out the ash in the given flour sample.
Theory:
Organic matter is burnt off at as low temperature as possible. Heating is done in stages, first to char the product thoroughly and finally to ash at 550° C in a muffle furnace. The inorganic matter left after burning organic matter is cooled and weighed.
Apparatus:
- Crucible
- Heating Plate
- Muffle Furnace
- Dessicator
- Analytical Balance
Procedure:
- Place the crucibles in muffle furnace to heat at 550° C for 15 minutes.
- Remove the crucibles, cool in a dessicator for one hour and weigh the crucible (W).
- Weigh 2 g of sample in the crucible (W1).
- Keep the sample on a hot plate till smoking ceases and sample become thoroughly charred.
- Place the crucibles inside the muffle furnace and heat to 550° C for 5 to 6 hours.
- Let the furnace cool and take out crucibles containing ash, clean and white in appearance.
- If traces of carbon are still evident, cool the crucible, add 1 – 2 ml of water and stir with a glass rod to break up the ash. Dry on steam bath and place in muffle furnace and again heat at 550° C.
- Cool the crucible in a dessicator and reweigh (W2) the crucible containing ash.
Calculation:
Ash % = {(W2 – W) / (W1 – W)} x 100
Where,
W = Weight of empty crucible
W1 = Weight of empty crucible + Sample
W2 = Weight of empty crucible + Ashed Sample
Observations:
Sample No. | Weight of | Ash % | ||
Empty Crucible W | Empty crucible + Sample W1 | Empty crucible + Ashed Sample W2 | ||
Experiment- 35
Quality of Flour: Pelshenke Value
Objective:
To find out the Pelshenke Value of the given flour sample.
Apparatus:
- Serological Water Bath maintained at 30° C
- 100ml, Glass Beaker
Reagents:
- Yeast suspension made up by suspending 10gm fresh compressed yeast in 100ml, water.
Procedure:
- Weigh 4gm Sample into 50ml Low form beaker.
- Mix 2.25ml, yeast suspension.
- Transfer resulting mass to palm of hand and knead into coherent round meal ball replace in beaker and cover with 80ml water (30°C).
- Note time of immersion and transfer beaker to constant temperature cabinet.
- Note time when meal ball starts to disintegrate; record elapsed time in
- Minutes between immersion and start of disintegration as time.
- Time in minutes is “Test Number” or “Pelshenke Value”.
Observations and Calculations:
- Pelshenke Value Test is ________ minutes for the given sample.
Conclusion :
The following classification of wheat’s has been suggested.
Soft or pasty wheat’s
Very weak Under 30
Weak 30-50
Medium Strong 50-100
Strong 100-175
Hard Wheat
Weak 150-225
Medium Strong 225-300
Strong 300-400
Very Strong over 400
Experiment- 36
Parboiling of Rice
Objective:
To parboil the given sample of paddy.
Theory:
Parboiling is a hydrothermal (using water and heat) process carried out for a number of reasons:
- To improve the nutritional status of the product.
- To reduce breakage on milling.
- To change cooking characteristics.
- To impart different eating characteristics.
Apparatus:
- Paddy Cleaner
- Boiler
- Drier
- Sieves
- Spatula
- Ladle
- Heating base
Procedure:
- Take 1 Kg of raw and mature paddy.
- Paddy Cleaning- At the very first step of processing, raw paddy is passed through paddy cleaner. It removes all impurities like as straw, immature grains, dirt and small stones from raw paddy. As a result, fully cleaned paddy goes for further processing.
- Soaking- Soaking is done for overnight (in cold water) or for 2 hour in warm water at 66° C.
- Excess water is drained off.
- Steam cooking- Steam cooking is done for 5 to 8 minutes at 20 psi pressure.
- Drying- Drying is conducted at 50º C in a cross flow air drier for 12 to 15 hours.
- Our paddy is now parboiled.
Experiment- 37
Milling of Rice
Objective:
To mill the given sample of parboiled paddy.
Theory:
In milling, dried parboiled paddy is milled to remove husk and to give it a white palatable appearance.
Apparatus:
- Rice Mill
- Whitener
- Polisher
- Grader or Colour Sorter
Procedure:
- Take 1 Kg of parboiled paddy.
- Cleaning- Clean the paddy for all types of dockage and foreign matter. Mechanically parboiled paddy is passed through paddy cleaner.
- Now cleaned paddy is passed through destoner to remove stone (if any present) from it.
- Paddy is passed through grader to sort out paddy of different grades to be milled accordingly.
- Paddy is now pressed and passed between rubber rolls to remove the shell from rice grain.
- In paddy separator; paddy, rice and husk are separated by air blower.
- Now abrasive polisher removes the brown bran layer from the rice kernel by abrasive action.
- Friction whitener now polishes the surface of rice kernel by smoothing the uneven surface caused by abrasive polisher.
- Broken separator now separates the different grades of rice from head rice to brokens.
- Our parboiled paddy is now milled to white rice.


Experiment- 38
Pretreatment of Pulses
Objective:
To apply pretreatment to the given sample of pulses for milling.
Procedure:
- Dehulling Pre-treatments- In both small scale and large scale processing of pulses, two major operations are involved
- Loosening the seed coat from cotyledons,
- Removing the seed coat and splitting the cotyledons.
- The pre-treatments are generally employed to loosen the seed coats and these can be grouped into two categories
- Wet treatment
- Dry treatment
- Wet treatment- This involves water soaking and sun drying which is considered as effective technique to loosen the husk. This method facilitates good dehusking and splitting and giving less breakage.
- Disadvantage- Adversely affect cooking quality and also it is lab our Intensive. It is completely dependent upon climatic condition for drying.It takes 5-6 days. Soaking in water, followed by coating with red earth slurry and sun drying for several hours is a household practice for dehulling pigeonpea. This imparts a good yellow colour to the finished product, possibly by preserving its natural colour.
- Chemical treatment- Sodium bicarbonate (5% solution) is used which increases dhal yield. It loosens the husk and also reduces the cooking time.
- Disadvantage- Vitamin loss is significant.
- Dry treatment
- This method is more applicable for chickpea dehulling and pigeonpea. The major disadvantage of the dry method is the high dehulling losses due to breakage and powdering.
- Oil treatment
- After tempering operation, grains are thoroughly mixed with about 1 per cent oil (preferably linseed, either manually or in a worm mixer and then dried in sun for 2-3 days.
- Oil appears to penetrate through the husk to the cotyledons and releases it’s binding under the mild heat of the sun.
- The loosening process may be slow, but the husk is totally loosened.
- Oil and turmeric powder as a pre-treatment are also given.
- Heat treatment
- Hot air at 120-180º C was quite effective in loosening the seed coat.
Experiment- 39
Milling of Pulses
Objective:
To mill the given sample of pulses.
Procedure:
Following methods of pulse milling are prevailing in India:
Dry milling of black gram
- After cleaning, the black grams are subjected to pricking in a rough roller mill for some scratching as well as partial removal of the waxy coating on the black grams.
- The scratched grains are then coated with 1 to 2% oil in a worm mixer and the heaped over night for diffusion of the oil in the grains.
- The scratched and oil coated pulses are sprayed in drying yards for sun drying for 4 to 6 hours.
- The partially dried grains are moistened with a spray of 4-5% water and kept overnight.
- The wetted pulses are then dried for 3-4 days in the sun.
- The thoroughly dried pulses are dehusked in a roller. About 40-50% pulses are dehusked in first milling operation.
- The husk and powder are then aspirated off.
- Then the split 'dhal' is separated from dehusked whole dhal and unhusked pulses by sieving. The average yield of 'dhal' is 70-71 per cent.
Dry milling of green gram
- In dry milling of green gram, both oil and water treatments are given to the grains.
- The wetted grains are dried in the sun.
- Then the dried pulses are simultaneously dehusked and split using a dehusking machine.
- After removal of husk split dhal is separated from the mixture as usual.
- The yield of dhal is poor which varies from 62 to 65 per cent only.
MODERN CFTRI METHOD OF PULSE MILLING
1) Cleaning
Cleaning is done in rotary reel cleaners to remove all impurities from pulses and separate them according to size.
2) Preconditioning
The cleaned pulses are conditioned in two passes in a dryer using hot air at about 120ºC for a certain period of time. After each pass, the hot pulses are tempered in the tempering bins for about six hours. The preconditioning of pulses helps in loosening husk significantly.
3) Dehusking
The preconditioned are conveyed to the pearler or dehusker where almost all pulses are dehusked in a single operation. The dehusked whole pulses (gota) are separated from split pulses and mixture of husk, brokens etc. and are received in a screw conveyor where water is added at a controlled rate. The moistened gota is then collected on the floor and allowed to remain as such for about an hour.
4) Lump breaking
Some of the moistened gota form into lumps of various sizes. These lumps are fed to the lump breaker to break them.
5) Conditioning and splitting
After lump breaking the gota is conveyed to dryer where it is exposed to hot air for a few hours. The gota is thus dried to the proper moisture level for splitting. The hot conditioned and dried dehusked whole pulses are split in the emery roller. All of them are not split in one pass. The mixture is graded into grade 1 pulses, dehusked whole pulses and small brokens. The unsplit dehusked pulses are again fed to the conditioner for subsequent splitting.
Flow Diagrams of Different Methods of Dhal Milling



Seed Material

Cleaning
Grading













Tempering Operation
Oil/ Water Treatment
Sun Drying
Dehulling

Unsplit Dehulled
Water Treatment
Sun Drying
Splitting
Dhal
Pigeon Pea dehulling procedure followed in Indian Dhal Mills

Seed Material
Cleaning
Grading
Uniform Seed Size Lot
Mild Tempering
Water Treatment
Sun Drying
Dehulling
Unsplit Dehulled
Water Treatment
Sun Drying
Splitting
Dhal
Chick Pea dehulling procedure followed in Indian Dhal Mills














Experiment- 40
Edible Oil Extraction
Objective:
To extract the edible oil from the given sample of oilseeds.
Procedure:
Castor Oil Extraction
- Extraction of oil from castor seeds is done in a manner similar to that for most other oil seeds.
- The ripe seeds are allowed to dry, when they split open and discharge the seeds.
- These seeds are cleaned, cooked and dried prior to extraction.
- Cooking is done to coagulate protein (necessary to permit efficient extraction), and to free the oil for efficient pressing.
- The first stage of oil extraction is pre-pressing, using a high pressure continuous screw press – called the expeller.
- Extracted oil is filtered, and the material removed from the oil is fed back into the stream along with fresh material.
- Material finally discharged from the press, called cake, contains 8 to 10 percent oil.
- It is crushed into a coarse meal, and subjected to solvent extraction with hexane or heptane.
- The resultant product is extracted castor oil.
Experiment- 41
Edible Oil Refining
Objective:
To refine the edible oil extracted from the given sample of oilseeds.
Procedure:
- Once the oil has been extracted from the seed, it is necessary to remove impurities from the oil.
- The oil is essentially a pure triglyceride, and contains almost 90% of glyceryl tricinoleate.
- It is the ricinoleic triglyceride that is needed in order to produce high quality castor oil.
- The steps to refining the crude oil include:
- Settling and Degumming of the oil - Done to remove the aqueous phase from the lipids, and to remove phospholipids from the oil.
- Bleaching - Bleaching results in the removal of coloring materials, phospholipids and oxidation products.
- Neutralization - The neutralization step is necessary to remove free fatty acids from the oil. This can be done in one of two ways: (a) Alkali (Chemical) or (b) Steam Stripping (Physical) means.
- Alkali/Chemical Method: Caustic soda (alkali) is mixed in the proper amounts and the aqueous solution is removed, leaving the neutral oil behind.
- Steam Stripping: This is done under vacuum, to remove moisture, free fatty acids, odor bodies, and other impurities from the oil. As it is performed under vacuum conditions, the oil can be kept at a low temperature, preserving its chemical structure by not subjecting it to temperatures in which undesirable dehydration reactions can occur.
- Deodorization of the oil - Deodorization results in the removal of odour from the oil.
- End product is refined castor oil.
Experiment- 42
Pasta Products: Preparation of Noodles
Objective:
To prepare noodles.
Procedure:
- Mixing water Adjustment
- In this process, a liquid solution is prepared for use in kneading the wheat floor into noodles. Hydrolysis adjustment liquid consists of salt. It is used to improve the quality and flavor of the noodles. Normally, between 10 and 30 grams of salt is used for every kilogram of wheat flour.
- Mixing/kneading
Inside the mixer during kneading- The wheat flour and mixing water adjustment liquid are mixed and kneaded in a mixer to produce noodle dough. For each kilogram of flour, 0.3 to 0.4 kg of mixing water adjustment liquid is added, at a temperature of 20 to 30°C.The kneading process takes 15 to 20 minutes. It is the fine structure achieved by kneading the dough that gives noodles their special quality of viscosity and elasticity.
- Rolling/blending
- The dough is passed through a pair of rollers to roll it into sheets. Next, two sheets of dough at a time are rolled together and blended into a single sheet. This gives the sheets of noodle dough strength and consistency. Great care must be taken during this process - if the rollers are set too close together, the quality of the dough will be destroyed.
- Rolling/stretching
Stretching rollers- The sheets of dough are now about 10 mm thick. The next process uses rollers to stretch them until the sheets are only 1 mm thick. The stretching machine consists of at least 4 sets of double rollers, each set further stretching and thinning out the sheet. This process helps to weave together the strands of gluten protein in the dough to give the noodles their supple, elastic texture. Uniform thickness is ensured by checking with instruments that can measure to an accuracy of 1/100 mm.
- Cutting
Cutting machine- After stretching, the sheets of dough are passed through a cutting machine where rotating blades slice the sheets into individual strands of noodle. No. 18 to No. 22 cutters are used for Chinese-style noodles, while No. 10 to No. 26 cutters are used for Japanese-style noodles. A No. 18 cutter, for example, is 30 mm wide with 18 blades, and produces strands of ramen that are 1.67 mm wide. Most ramen has a wavy shape. This is produced by an extra process, using a shaping machine and a special conveyor.
- Steaming
- The raw noodles are now pre-cooked by passing them through a continuous steamer. Steaming is normally done at 100°C for between 1 and 5 minutes. This process enables gelatinization, which makes the starch content of the noodles easy to digest, and also improves the texture of the noodles.
- Molding
- In this process, most types of instant noodles are cut to length and shaped into blocks for packaging. The noodles are cut and separated into individual serving sizes. Apart from noodles sold as straight bundles, these servings are then shaped into blocks using round or square molds.


|
|

- Drying Treatment
- Two main methods are used for drying: frying and non-frying (hot-air drying).In the frying method, the noodles are deep-fried in metal frames at 140 to 150°C for 1 to 2 minutes. This reduces the water content of the dough from 30 to 40% to just 3 or 4%, and promotes further gelatinization. In the non-frying method, the metal frames holding the noodles are placed in a hot-air drier and dried for at least 30 minutes at around 80°C. The noodles produced by this method are called gelatinized dried noodles. Other, less common, drying methods include freeze drying.
|
|

- Cooling
- At this stage, various inspections are performed. Noodles are checked for weight, shape and color, and for whether they have been correctly dried, fried and cooled. Any noodles that fail to pass the strict standards are discarded.
- Packaging
- The finished blocks of noodles are now packaged together with separate pouches of seasonings or KAYAKU. Bag-type noodles are sealed in soft film, while cup-type noodles are sealed into their containers using aluminum foil lids, etc.
|
|



How is the Soup Made?
Separate Dipping Soups
It's the soup that gives instant ramen its flavor.
Two types of soup are used for instant ramen: Dipping soup in separate packages, and pre-flavored ramen where the flavor in the noodles makes the soup when you add boiling water.
First we'll look at the ingredients and processes used to make dipping soups.
Ingredients of dipping soup
Powdering/mixing machine
There are three types of dipping soup: powder, liquid and granule. The most commonly used is powder soup, and the most popular flavor is Chinese style.
Basic seasonings | table salt, soy-sauce, miso, Worcester sauce, sweeteners, vinegar, edible oils, etc. |
Natural extracts | meat, seafood, konbu (seaweed), vegetable, etc. |
Dried powder | meat, seafood, vegetable, fruit, mushroom, nori (seaweed) etc. |
Spices | pepper, allspice, scopolia, garlic, red pepper, etc. |
These ingredients are dried and powdered, then mixed together to form the powder soup. | |
The following are the main processes used to manufacture powdered dipping soup.
1. Pre-treatment of Raw Materials
Granulator

Raw materials in paste or liquid form (natural extracts, etc.) are mixed with salt and other ingredients, dried and ground into powder.
2. Preliminary Mixing
Liquid mixer

The small volume ingredients such as spices and flavorings (amino acids, etc.) are pre-mixed.
3. Main Mixing
Next, the items pre-treated in processes 1 and 2 are mixed with the remaining ingredients. The mixing room is maintained at a constant temperature and humidity, and measures are taken to keep the humidity steady as the materials are conveyed to the next process.
4. Inspection
1 or 2 grams of each batch of mixed powder soup are taken and dissolved in 100ml of boiling water. Batches are compared to a standard sample to ensure that uniform quality is being maintained.
5. Packaging
Automatic powder
filling machine

After inspection, the powered soup is packed into pouches by a packing machine, and the pouches are heat sealed. Another inspection stage checks the weight of the pouches and the quality of the seal.
Automatic powder
filling machine

Soup is also supplied in liquid or paste form. lard or sesame oil is often added to paste soups supplied with gelatinized dried noodles and stick-type dried noodles, since these types of noodles have no fat content themselves.
Pre-flavored Ramen
How is the soup flavor put into the noodles?
Pre-flavored Ramen
Here we'll look at the methods used to pre-flavor noodles so that a tasty soup is produced when you add boiling water.
The soup flavoring is usually added after the noodles have been steam-cooked.
Various methods are used to add the soup flavor:
Soaking the noodles are soaked for 2 to 6 seconds in a liquid into which flavoring ingredients have been dissolved.
Spraying soup flavor liquid is sprayed as a mist onto the noodles.
Mixing soup flavoring is added to the noodles at the mixing stage.
In all these methods, special techniques are used to ensure the soup flavor fully penetrates the noodles.
How are the Toppings Made?
A wide range of techniques is used to produce delicious toppings for instant ramen.Here we'll find out what toppings are used and how they are made.
The topping plays an important role - not only does it determine much of the taste and nutritional balance, it is also responsible for making the meal look delicious and appetizing.
Toppings really entered the spotlight in 1971, with the introduction of cup- and snack-type ramen.
Since then, an incredible variety of flavors and ingredients has been introduced, and new preservation methods such as drying and retort pouches have been developed.
At present, dried toppings are most commonly used, since this is the most convenient method.
Here we will look at the most typical manufacturing methods for dried toppings.
1: Hot-air Drying
This is currently the most commonly used method for manufacturing noodle toppings. The raw ingredients are dried using hot air.Hot-air drying is mostly used for vegetable ingredients, and various techniques are employed, from small-scale static equipment to large-scale equipment using moving bands.
2: Freeze Drying
This method is mostly used for cup-type (snack-type) ramen toppings.The ingredients are rapidly frozen at minus 30°C and then vacuum dried.Very little of the nutritional value is lost in this method, which results in toppings that reconstitute well when boiling water is added.This drying method is especially suited to protein rich raw materials and spicy vegetables.
3: Microwave Drying
The topping ingredients are dried in a microwave heater, which cooks the material from the inside. This method is especially used for egg materials.
The next most popular topping method is the use of retort pouches.
This method has the great advantage that no drying treatment is needed. The topping is naturally preserved in its pouch, which is also a convenient cooking container.
Retort foods were defined by the Ministry of Health as “foods packaged in a sealed container which has been sterilized by heat and pressure after sealing.”
This treatment is not the same as simple sterilization by boiling. The pouches are placed in a pressurized vessel and heated by steam or boiling water to a temperature that destroys all heat resistant bacteria (normally 100°C or above).
Thanks to this sterilization, the pouches can be stored for long periods at room temperature.
In addition to the above methods, quality control procedures also play an essential role in ensuring the flavor of the topping.
Right up to the making of the topping, the manufacture of instant ramen is done under the strictest quality controls.
Toppings are carefully checked against standards for color, appearance, flavor and absence of foreign matter, and especially for size, weight, water content and activity, and how well they reconstitute.

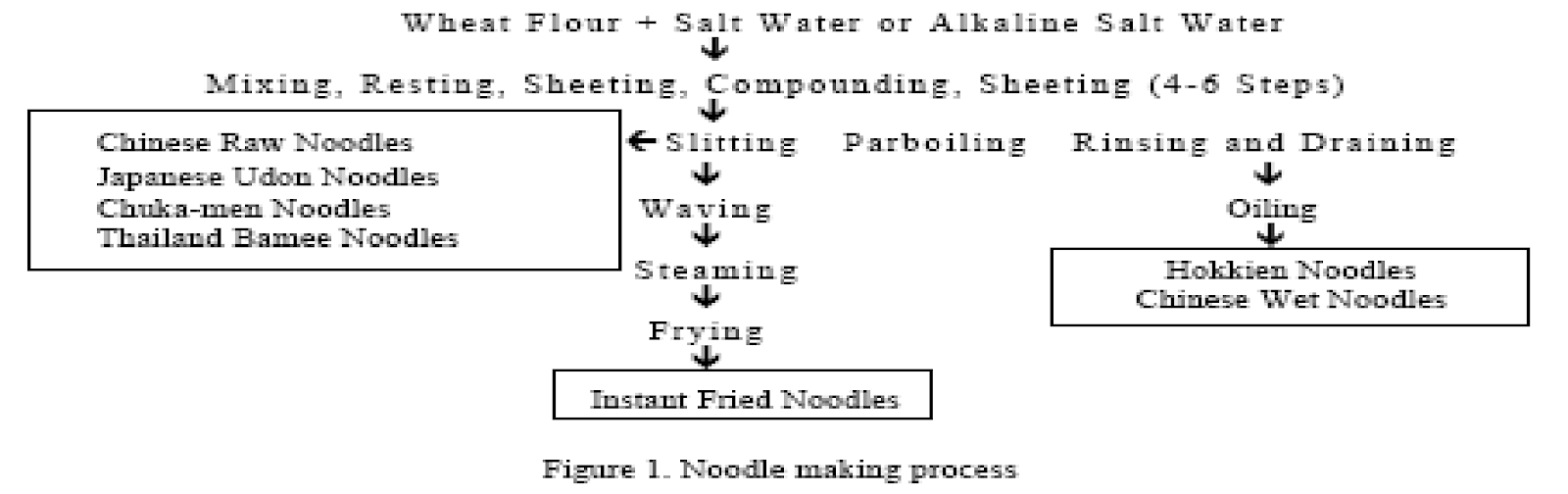
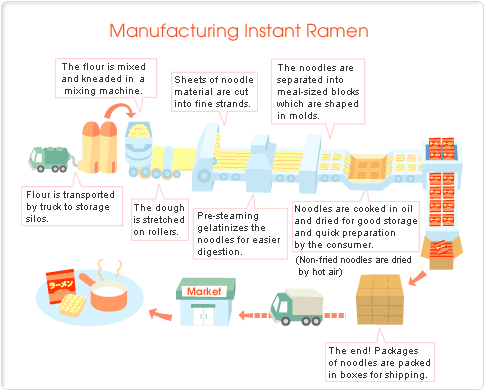
Experiment- 43
Pasta Products: Preparation of Macaroni
Objective:
To prepare macaroni.
Procedure:
Process-1
- The process starts with dry mixing of maida, tapioca starch and soda bicarbonate in the vertical mixer.
- Then boiled water is added to this mix to prepare dough in the dough mixer.
- The time required is about 15 minutes.
- Kneaded dough is then taken to macaroni-making machine where extruded material of desired shape and length is obtained by using an appropriate die.
- At this stage, the moisture content is around 30%.
- The product is collected in wooden trays where surface drying takes place and it becomes hard enough to be handled without sticking or being crushed.
- Then the product is semi-dried by exposing to indirect sunrays or keeping in shade.
- This quality of macaroni does not have satisfactory cooking quality as it gives heavy loss on cooking.
- Heat treatment can improve this quality but then it imparts brown colour which may not be liked by the consumers.
- The product can be exposed to steam for about 15 minutes and then dried.
- It increases the shelf life as the moisture content comes down to around 10%.
- Process loss is 8 to 10%.
The process flow chart is as follows:
Mixing of ingredients

Dough Preparation
Extrusion
Drying and Packing
Experiment- 44
Pasta Products: Preparation of Vermicelli (Sevian)
Objective:
To prepare vermicelli (Sevian).
Procedure:
- It is very well standardized and simple.
- Wheat and other flours in small quantity are mixed with around 25% to 30% of water in a mixer for about half an hour and dough is prepared.
- This dough is passed through extruder and long rods of vermicelli come out from the extruder which are cut into the desired length and then placed in the tray drier for drying.
- Drying temperature is around 55-65° C and time required is 4½ to 5 hours.
- Dried pieces are weighed and packed in attractively printed polythene bags.
- The weight and process loss is around 10%.
The process flow chart is as under:
Mixing of ingredients
Dough Preparation
Extrusion
Drying and Packing
Experiment- 45
Extrusion Cooking Technology- Preparation of RTE Products
Objective:
To prepare RTE products by extrusion cooking technology
Procedure:
- Extrusion cooking is a process of value addition of cereals and other grains for the production of the value added products, the extrudates.
- For extrusion cooking, Cereal flour, a single screw laboratory model extruder is required.
- The flour is conditioned to moisture content for about 22% (wb), one hour prior to the extrusion.
- During conditioning, cassava flour to a level of 20% is added to increase the expansion, crispiness and acceptability.
- Extrusion is done at barrel temperature and screw speed 115º C and 225 rpm, respectively.
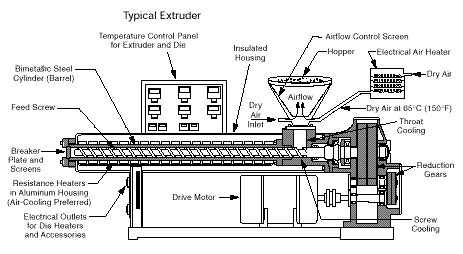



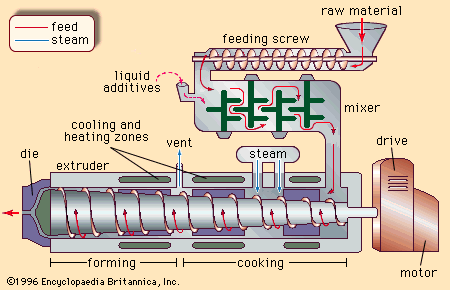
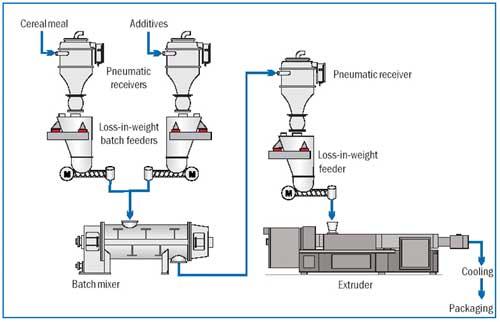
Experiment- 46
Visit to Edible Oil Expelling/ Refining Industry
Objective:
To get the live demo of Edible Oil Expelling/ Refining Industry.
Address and Contact Info of the Visited Industry:
________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
Owner/ Managing Director/ Chairman of the Industry:
________________________________________________________________________________________________________________________________________________________________________________
Date of Visit:
________________________________________________________________________________________
Name of Guiding Personnel/ s:
____________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________
Flow Diagram of the Industry (With important points):
Experiment- 47
Visit to Roller Flour mill
Objective:
To get the live demo of roller flour milling Industry.
Address and Contact Info of the Visited Industry:
________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
Owner/ Managing Director/ Chairman of the Industry:
________________________________________________________________________________________________________________________________________________________________________________
Date of Visit:
________________________________________________________________________________________
Name of Guiding Personnel/ s:
____________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________
Flow Diagram of the Industry (With important points):
Experiment- 48
Visit to Rice Mill/ Rice Sheller Industry
Objective:
To get the live demo of rice mill/ rice sheller Industry.
Address and Contact Info of the Visited Industry:
________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
Owner/ Managing Director/ Chairman of the Industry:
________________________________________________________________________________________________________________________________________________________________________________
Date of Visit:
________________________________________________________________________________________
Name of Guiding Personnel/ s:
____________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________
Flow Diagram of the Industry (With important points):
Experiment- 49
Visit to Dhal Mill Industry
Objective:
To get the live demo of dhal mill Industry.
Address and Contact Info of the Visited Industry:
________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
Owner/ Managing Director/ Chairman of the Industry:
________________________________________________________________________________________________________________________________________________________________________________
Date of Visit:
________________________________________________________________________________________
Name of Guiding Personnel/ s:
____________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________
Flow Diagram of the Industry (With important points):
Experiment- 50
Visit to Malting Industry
Objective:
To get the live demo of malting Industry.
Address and Contact Info of the Visited Industry:
________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
Owner/ Managing Director/ Chairman of the Industry:
________________________________________________________________________________________________________________________________________________________________________________
Date of Visit:
________________________________________________________________________________________
Name of Guiding Personnel/ s:
____________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________
Flow Diagram of the Industry (With important points):
Experiment- 51
Visit to Brewing Industry
Objective:
To get the live demo of brewing Industry.
Address and Contact Info of the Visited Industry:
________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
Owner/ Managing Director/ Chairman of the Industry:
________________________________________________________________________________________________________________________________________________________________________________
Date of Visit:
________________________________________________________________________________________
Name of Guiding Personnel/ s:
____________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________
Flow Diagram of the Industry (With important points):
NOTES
____________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________