UNIVERSIDAD TECNOLOGICA DE SANTIAGO
UTESA

INGENIERÍA MECÁNICA
MAQUINAS HERRAMIENTAS II
ING. MARLON GERÓNIMO
MANUAL DE PRÁCTICAS DEL TALLER DE MAQUINAS HERRAMIENTAS II
(FRESADORA)
INDICE
Recomendaciones de seguridad e higiene industrial en un taller mecánico.
Equipos de protección personal (EPI):
Con la aplicación de las normas de seguridad en un taller mecánico se logra:
Los principales factores de riesgo en un taller son:
Un trabajador que labora con seguridad debe:
Manejo de herramientas y materiales:
Operación de máquinas herramientas:
Recomendaciones de seguridad e higiene industrial en la fresadora.
Equipos de protección individual (EPI) a utilizar:
Gafas o pantallas de protección:
Orden, limpieza y conservación:
Fresadoras según la orientación de la herramienta
Fresadoras según el número de ejes.
Caja de velocidades del husillo:
Elementos de fijación de la pieza en la fresadora.
Montaje de la prensa en la fresadora:
Sistemas de sujeción modulares
Fijación de la herramienta a la maquina:
Herramientas de corte de la fresadora.
Las fresas ranuradoras acopladas.
Sierra circular de cortar metales.
Fresas para chavetas en media luna.
Fresa de punta única con espiga.
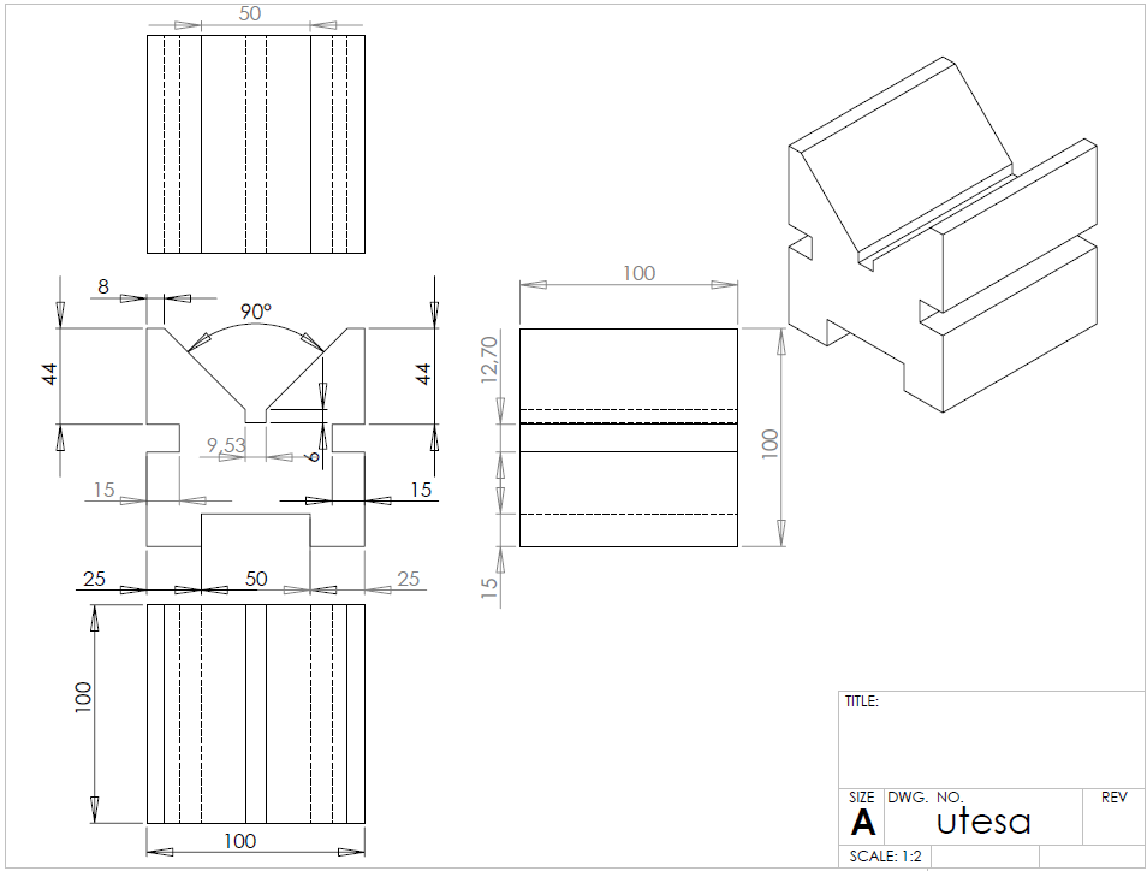
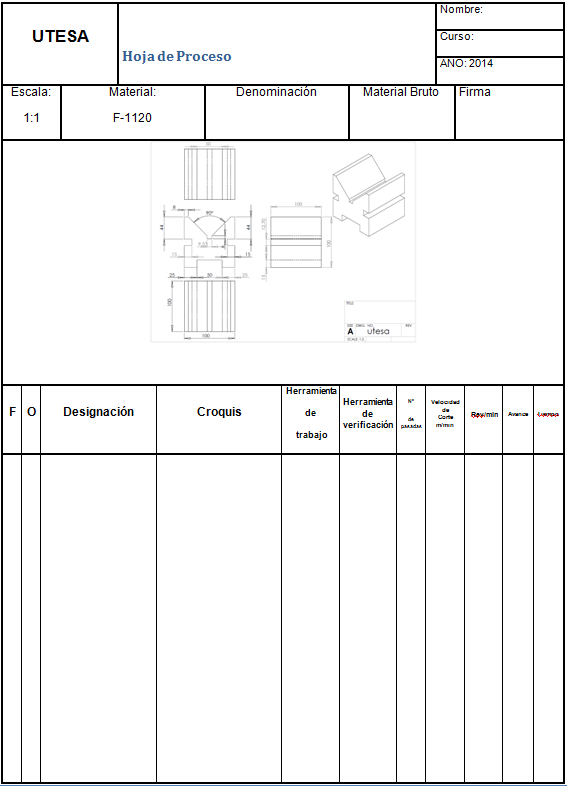
Descripción del desarrollo de la práctica.
Introducción.
Si analizamos con detenimiento los múltiples modos de tratamiento de los productos brutos hasta convertirlos en elaborados, nos percataremos en seguida de que resultaría prácticamente imposible condensar todos los conocimientos necesarios en unos pocos temas, es por esto que esta guía sintetiza el tema de la fresadora con un enfoque teórico-práctico, orientándose en los trabajos más destacados de la fresadora.
Este manual busca orientar al estudiante con respecto al uso de esta máquina herramienta ya que independientemente al área la cual se va a desarrollar como Ingeniero Mecánico, (fabricación mecánica, mantenimiento mecánico, diseño mecánico, etc.), resulta imprescindible el manejo eficiente de esta máquina.
Objetivo de la materia.
Objetivo general:
- Que el estudiante conozca el funcionamiento de la fresadora y desarrolle la habilidad para fabricar piezas con este tipo de mecanizado.
Objetivos específicos:
- Conocer el manejo y funcionamiento en la fresadora así como las normas de seguridad que deben tomarse para evitar accidentes.
- Que el estudiante conozca las diferentes operaciones que pueden realizarse con la fresadora y la fresa adecuada para dichas operaciones.
- Que el estudiante desarrolle la habilidad para fabricar piezas en la fresadora desde la medición, trazado del material, montaje y desmontaje del material y la herramienta hasta la verificación de la calidad de la operación realizada.
Metodología.
La asignatura se desarrollara con una serie de exposiciones del docente, complementada con trabajos de investigación y presentaciones que los estudiantes realizaran por cuenta propia, además de una parte practica donde el estudiante deberá realizar, con supervisión del docente y o encargado del laboratorio, piezas según planos y normas indicados.
Evaluación.
La evaluación de la asignatura corresponde a:
- 1er Parcial 30 puntos:
5 puntos por el uso correcto de la vestimenta asignada al laboratorio (T-shirt y carnet).
5 puntos trabajo de entrega.
20 puntos examen de los temas tratados en clase.
- 2do Parcial 30 puntos:
10 puntos por el uso correcto de los equipos de protección personal y vestimenta asignada al laboratorio.
20 puntos corrección de la práctica asignada.
- 3er Parcial 30 puntos:
10 puntos por el uso correcto de los equipos de protección personal y vestimenta asignada al laboratorio.
20 puntos corrección de la práctica asignada.
Recursos.
• Taller de maquinas herramientas. (Fresadoras)
• Herramientas para fresadoras.
• Recursos didácticos (Guía).
• Materiales para prácticas.
Marco teórico.
Seguridad Industrial.
Todas las herramientas de mano y mecánicas son peligrosas si se usan de forma incorrecta y sin cuidado.
La seguridad en el trabajo es lo primero que debe conocer el estudiante o el aprendiz, porque la forma segura de trabajar es la más correcta y eficiente.
Una persona que está aprendiendo a manejar máquinas – herramientas, primero debe aprender los reglamentos y precauciones de seguridad para cada herramienta o máquina. Hay demasiados accidentes causados por el descuido en los hábitos de trabajo o por jugar en el lugar de trabajo.
Es más fácil y mucho más sensato desarrollar hábitos seguros de trabajo que sufrir las consecuencias de un accidente.
La seguridad es asunto y responsabilidad de todos.
Los accidentes no suceden sino que son provocados.
Recomendaciones de seguridad e higiene industrial en un taller mecánico.
Las normas de seguridad industrial tienen como fin principal, el crear condiciones y ambientes favorables para prevenir accidentes, desastres y factores de riesgo dentro de un taller mecánico cuando se está desarrollando una actividad o una labor, promoviendo y manteniendo constantemente el orden, la disciplina, el respeto, la responsabilidad, la solidaridad, la iniciativa y el espíritu investigativo.
Algunas de estas normas son:
Normas:
Taller:
1. Mantén limpio y ordenado tu puesto de trabajo.
2. No dejes materiales alrededor de las máquinas, colócalos en lugar seguro y donde no estorben el paso.
3. Recoge las tablas con clavos, recortes de chapa y cualquier otro objeto que pueda causar un accidente.
4. Guarda ordenadamente los materiales y herramientas, no los dejes en lugares inseguros.
5. No obstruyas los pasillos, escaleras, puertas o salidas de emergencia.
``Un solo trabajador imprudente puede hacer inseguro todo un taller´´
Equipos de protección personal (EPI):
1. Utiliza el equipo de seguridad que la empresa pone a tu disposición.
2. Si observas alguna deficiencia en él, ponlo enseguida en conocimiento de tu superior.
3. Mantén tu equipo de seguridad en perfecto estado de conservación y cuando esté deteriorado pide que sea cambiado por otro.
4. Lleva ajustadas las ropas de trabajo; es peligroso llevar partes desgarradas, sueltas o que cuelguen.
5. En trabajos con riesgos de lesiones en la cabeza utiliza el casco.
6. Si ejecutas o presencias trabajos con proyecciones, salpicaduras, deslumbramientos, etc., utiliza gafas de seguridad.
7. Si hay riesgos de lesiones para tus pies, no dejes de utilizar el calzado de seguridad.
8. Cuando trabajes en alturas colócate el cinturón de seguridad.
9. Tus vías respiratorias y oídos también pueden ser protegidos: infórmate.
``Las prendas de protección son necesarias, valora lo que te juegas no utilizándolas.´´
Herramientas manuales:
1. Utiliza las herramientas manuales sólo para sus fines específicos, inspecciónalas periódicamente.
2. Las herramientas defectuosas deben ser retiradas de uso.
3. No lleves herramientas en los bolsillos salvo que estén adaptados para ello.
4. Cuando no la utilices deja las herramientas en lugares que no puedan producir accidentes.
``Cada herramienta debe ser utilizada en la forma adecuada.´´
Con la aplicación de las normas de seguridad en un taller mecánico se logra:
- Evitar lesiones físicas o psicológicas en el trabajador.
- Eliminar todo factor de riesgo de accidente.
- Evitar pérdidas de materiales, tiempo y trabajo que representan costos económicos innecesarios.
Los principales factores de riesgo en un taller son:
- La distracción, el juego y el estado de ánimo del operario trabajador.
- Las herramientas, equipos y máquinas de trabajo en malas condiciones de manejo, aseo y funcionamiento, así como su uso y manejo inadecuados por parte del operario.
- El sitio de trabajo sucio y desordenado.
- Los materiales, repuestos y elementos de trabajo de mala calidad o inadecuados.
- Reducidas o inadecuadas instalaciones físicas del local.
- Trabajador en mal estado de salud (bajo los efectos de sustancias alcohólicas, alucinógenas o Psicoactivas, delicado estado de salud física, psicológica emocional.
- Instalaciones de electricidad, gas, refrigeración o agua del local en malas condiciones.
- Iluminación y ventilación del lugar de trabajo escasa o nula.
- Falta o inadecuado el vestuario y los accesorios de seguridad personal durante el trabajo.
- Pocos o nulos los conocimientos acerca del trabajo o actividad a realizar.
Prevención de accidentes.
Un trabajador que labora con seguridad debe:
- Estar pulcro y tener los elementos ordenados en todo momento.
- Desarrollar un sentido de responsabilidad personal.
- Aprender a tener en cuenta el bienestar de sus compañeros de trabajo.
- Lograr satisfacción con la ejecución de su trabajo en forma exacta y segura.
Arreglo personal:
- Usar gafas o anteojos de seguridad aprobados en todo momento.
- Nunca usar ropa floja o suelta junto a ninguna máquina.
- Usar el calzado aprobado en todo momento.
- Quitarse todos los anillos, relojes o pulseras.
- El cabello largo se debe proteger con una res o una gorra protectora aprobada.
- Evitar los juegos en todo momento.
Orden y limpieza:
- Mantener el piso alrededor de la máquina libre de herramientas o materiales.
- Mantener el piso libre de aceite y grasa.
- Barrer con frecuencia las virutas de metal en el piso.
- Mantener siempre limpia la máquina.
- No poner nunca herramientas o materiales en la mesa de una máquina.
- Detener siempre la máquina antes de tratar de limpiarlas.
Manejo de herramientas y materiales:
- Eliminar siempre las rebabas y bordes agudos de las piezas de trabajo.
- Nunca se deben manejar herramientas de corte con la mano desnuda.
- Usar las técnicas adecuadas para levantar herramientas o materiales.
Operación de máquinas herramientas:
- Nunca intente operar una máquina herramienta salvo que conozca bien su mecanismo y la forma de detenerla rápidamente.
- Compruebe que todos los protectores de seguridad están colocados en su lugar antes de poner en marcha alguna máquina.
- Nunca use ropa floja o suelta o alhajas al trabajar con máquinas herramientas.
- Use siempre los anteojos de seguridad aprobados en un taller mecánico, en especial al trabajar con las máquinas.
- Mantenga las manos alejadas de las piezas de la máquina o la pieza de trabajo cuando estén en movimiento.
- Detenga la máquina antes de tratar de limpiarla o de medir el tamaño de la pieza de trabajo.
Recomendaciones de seguridad e higiene industrial en la fresadora.
Descripción de la fresadora:
El nombre genérico de fresado se refiere al conjunto de operaciones de mecanizado que pueden efectuarse en la máquina-herramienta denominada fresadora. El fresado permite mecanizar superficies planas, ranuras, engranajes e incluso superficies curvas.
Recomendaciones generales:
- Los interruptores y demás mandos de puesta en marcha de las fresadoras deben asegurarse para que no sean accionados involuntariamente.
- Los engranajes, correas de transmisión, poleas, cardanes, e incluso los ejes lisos que sobresalgan, deben ser protegidos por cubiertas.
- El circuito eléctrico de la fresadora deberá estar conectado a tierra.
- Todas las operaciones de comprobación, medición, ajuste, etc., deberán hacerse con la fresadora parada.
- Las virutas producidas durante el proceso de mecanización nunca deben retirarse con la mano, ya que pueden producir cortes y pinchazos.
- Las virutas secas se retiran con un cepillo o brocha adecuados, con la maquina parada. Para virutas húmedas o aceitosas, es mejor utilizar una escobilla de goma.
- Es muy peligroso trabajar en la fresadora llevando anillos, relojes, pulseras, cadenas en el cuello, bufandas, corbatas o cualquier prenda que cuelgue. Asimismo, es peligroso llevar pelo largo y suelto, este deberá recogerse bajo un gorro o pieza similar.
Equipos de protección individual (EPI) a utilizar:
Gafas o pantallas de protección:
- Deben utilizarse gafas o pantallas de protección contra impactos, sobre todo cuando se mecanizan metales duros, frágiles o quebradizos, debido al peligro que representan para los ojos las virutas y fragmentos de la fresa que pudieran salir proyectados.
- Asimismo, para realizar operaciones de afilado de la fresa debe de utilizarse protección ocular.
- Si a pesar de todo, alguna vez se le introduce un cuerpo extraño en un ojo, ¡cuidado!, no debe restregarse el ojo, ya que se puede provocar una herida. Debe limpiarse el ojo con agua limpia abundante, cubrirlo con una gasa y acudir al centro de asistencia mas próximo.
Calzado de seguridad:
- Debe llevarse ropa de trabajo bien ajustada.
- Se usara calzado de seguridad que proteja contra cortes y pinchazos, así como contra la caída de piezas pesadas.
Guantes de protección:
- Se deben utilizar guantes para la manipulación de partes y piezas que tengan partes filosas.
- No se debe usar guantes durante el fresado.
- Utilizar guantes para manipular partes o piezas que estén en contacto con taladrina o aceite de cualquier tipo.
Normas de seguridad:
Antes del fresado:
Antes de poner la fresadora en marcha para empezar el trabajo de mecanizado, se realizaran las comprobaciones siguientes:
- Que la mordaza, plato divisor, o dispositivo de sujeción de piezas de que se trate, este fuertemente anclado a la mesa de la fresadora.
- Que la pieza a trabajar este correcta y firmemente sujeta al dispositivo de sujeción.
- Que la fresa este bien colocada en el eje del cabezal y firmemente sujeta.
- Que la mesa no encontrara obstáculos en su recorrido.
- Que sobre la mesa de la fresadora no hay piezas o herramientas abandonadas que pudieran caer o ser alcanzadas por la fresa.
- Que las carcasas de protección de las poleas, engranajes y eje del cabezal, estén en su sitio y bien fijadas.
- Siempre que el trabajo lo permita, se protegerá la fresa con una cubierta que evite los contactos accidentales y las proyecciones de fragmentos de la herramienta, en caso de que se rompiera. Esta protección es indispensable cuando el trabajo de fresado se realice a altas velocidades.
Durante el fresado:
- Durante el mecanizado, se han de mantener las manos alejadas de la fresa que gira. Si el trabajo se realiza en ciclo automático, las manos no deberán apoyarse en la mesa de la fresadora.
- Todas las operaciones de comprobación, ajuste, entre otros, deben realizarse con la fresadora parada, especialmente las siguientes:
-Alejarse o abandonar el puesto de trabajo.
-Sujetar la pieza a trabajar.
-Medir y calibrar.
-Comprobar el acabado.
-Limpiar y engrasar.
-Ajustar protecciones.
-Dirigir el chorro de líquido refrigerante.
- Aun la maquina parada, las fresas son herramientas cortantes.
- Al soltar o amarrar piezas se deben tomar precauciones contra los cortes que pueden producirse en manos y brazos.
- Nunca dejar ninguna llave adherida a alguna herramienta, maquina o plato.
Después del fresado:
- Cerciórese de que la maquina está apagada y los suministros de energía interrumpidos.
- Retirar todos los aditamentos y herramientas utilizadas con las normas de seguridad antes mencionadas.
- Limpiar correctamente la maquina.
Orden, limpieza y conservación:
- La fresadora debe mantenerse en perfecto estado de conservación, limpia y correctamente engrasada.
- Asimismo debe cuidarse el orden y conservación de las herramientas, utillaje y accesorios; tener un sitio para cada cosa y cada cosa en su sitio.
- La zona de trabajo y las inmediaciones de la fresadora deberán mantenerse limpias y libres de obstáculos y manchas de aceite. Los objetos caídos y desperdigados pueden provocar tropezones y resbalones peligrosos, por lo que deberán ser recogidos antes de que esto suceda.
- Las virutas deben ser retiradas con regularidad, sin esperar al final de la jornada, utilizando un cepillo o brocha para las virutas secas y una escobilla de goma para las húmedas o aceitosas.
- Las herramientas deben guardarse en un armario o lugar adecuado. No debe dejarse ninguna herramienta u objeto suelto sobre la fresadora.
- Tanto las piezas en bruto como las ya mecanizadas han de apilarse de forma segura y ordenada, o bien utilizar contenedores adecuados si las piezas son de pequeño tamaño.
- Eliminar las basuras, trapos o cotones empapados en aceite o grasa, que pueden arder con facilidad, echándolos en contenedores adecuados, (metálicos y con tapa).
- Las averías de tipo eléctrico solamente pueden ser investigadas y reparadas por un electricista profesional; a la menor anomalía de este tipo desconecte la máquina, ponga un cartel de Máquina Averiada y avise al electricista.
- Las conducciones eléctricas deben estar protegidas contra cortes y daños producidos por las virutas y/o herramientas. Vigile este punto e informe a su inmediato superior de cualquier anomalía que observe.
- Durante las reparaciones coloque en el interruptor principal un cartel de
“No tocar – Peligro – Estudiante Practicando”.
- Cuando no se está operando si fuera posible, ponga un candado en el interruptor principal o quite los fusibles.
FRESADORA
Una fresadora es una máquina herramienta utilizada para realizar mecanizados por arranque de viruta mediante el movimiento de una herramienta rotativa de varios filos de corte denominada fresa. Mediante el fresado es posible mecanizar los más diversos materiales como madera, acero, fundición de hierro, metales no férricos y materiales sintéticos, superficies planas o curvas, de entalladura, de ranuras, de dentado, etc. Además las piezas fresadas pueden ser desbastadas o afinadas. En las fresadoras tradicionales, la pieza se desplaza acercando las zonas a mecanizar a la herramienta, permitiendo obtener formas diversas, desde superficies planas a otras más complejas.
Inventadas a principios del siglo XIX, las fresadoras se han convertido en máquinas básicas en el sector del mecanizado. Gracias a la incorporación del control numérico, son las máquinas herramientas más adecuadas por la variedad de mecanizados que pueden realizar y la flexibilidad que permiten en el proceso de fabricación. La diversidad de procesos mecánicos y el aumento de la competitividad global han dado lugar a una amplia variedad de fresadoras que, aunque tienen una base común, se diferencian notablemente según el sector industrial en el que se utilicen. Asimismo, los progresos técnicos de diseño y calidad que se han realizado en las herramientas de fresar, han hecho posible el empleo de parámetros de corte muy altos, lo que conlleva una reducción drástica de los tiempos de mecanizado.
Debido a la variedad de mecanizados que se pueden realizar en las fresadoras actuales, al amplio número de máquinas diferentes entre sí, tanto en su potencia como en sus características técnicas, a la diversidad de accesorios utilizados y a la necesidad de cumplir especificaciones de calidad rigurosas, la utilización de fresadoras requiere de personal cualificado profesionalmente, ya sea programador, preparador o fresador.
El empleo de estas máquinas, con elementos móviles y cortantes, así como líquidos tóxicos para la refrigeración y lubricación del corte, requiere unas condiciones de trabajo que preserven la seguridad y salud de los trabajadores y eviten daños a las máquinas, a las instalaciones y a los productos finales o semi elaborados.
Tipos de fresadoras
Las fresadoras pueden clasificarse según varios aspectos, como la orientación del eje de giro o el número de ejes de operación. A continuación se indican las clasificaciones más usuales.
Fresadoras según la orientación de la herramienta
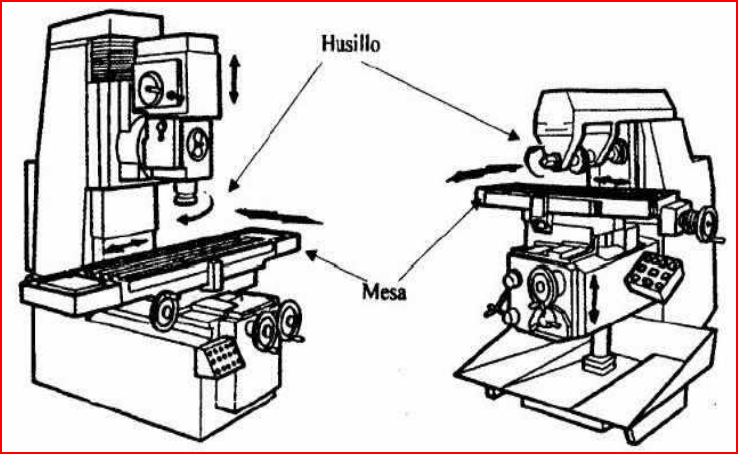
Dependiendo de la orientación del eje de giro de la herramienta de corte, se distinguen tres tipos de fresadoras: horizontales, verticales y universales.
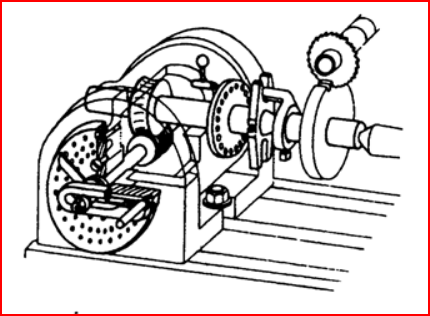
Fresadora horizontal:
Una fresadora horizontal utiliza fresas cilíndricas que se montan sobre un eje horizontal accionado por el cabezal de la máquina y apoyado por un extremo sobre dicho cabezal y por el otro sobre un rodamiento situado en el puente deslizante llamado carnero. Esta máquina permite realizar principalmente trabajos de ranurado, con diferentes perfiles o formas de las ranuras. Cuando las operaciones a realizar lo permiten, principalmente al realizar varias ranuras paralelas, puede aumentarse la productividad montando en el eje portaherramientas varias fresas conjuntamente formando un tren de fresado. La profundidad máxima de una ranura está limitada por la diferencia entre el radio exterior de la fresa y el radio exterior de los casquillos de separación que la sujetan al eje porta fresas.


Fresadora vertical:
En una fresadora vertical, el eje del husillo está orientado verticalmente, perpendicular a la mesa de trabajo.Esta disposición hace posible el empleo de la fresa para trabajos que no pueden realizarse en la fresadora horizontal; por ejemplo, la ejecución de acanalados o el fresado interior o exterior de las superficies cilíndricas. En estos casos es más cómoda la disposición del eje vertical, haciendo uso de fresas de corte frontal o de cabezales porta cuchillas.

Fresadora universal:
Una fresadora universal tiene un husillo principal para el acoplamiento de ejes portaherramientas horizontales y un cabezal que se acopla a dicho husillo y que convierte la máquina en una fresadora vertical. Su ámbito de aplicación está limitado principalmente por el costo y por el tamaño de las piezas que se pueden mecanizar. En las fresadoras universales, al igual que en las horizontales, el puente deslizante, conocido en el argot como carnero, puede desplazarse de delante a atrás y viceversa sobre unas guías.

Fresadoras especiales.
Además de las fresadoras tradicionales, existen otras fresadoras con características especiales que pueden clasificarse en determinados grupos. Sin embargo, las formas constructivas de estas máquinas varían sustancialmente de unas a otras dentro de cada grupo, debido a las necesidades de cada proceso de fabricación.
- Las fresadoras circulares.
- Las fresadoras copiadoras.
- Las fresadoras de pórtico.
- Las fresadoras de puente móvil.
- La fresadora para madera.
Fresadoras según el número de ejes.
Las fresadoras pueden clasificarse en función del número de grados de libertad que pueden variarse durante la operación de arranque de viruta.
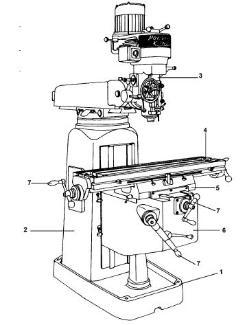
Partes de la fresadora.
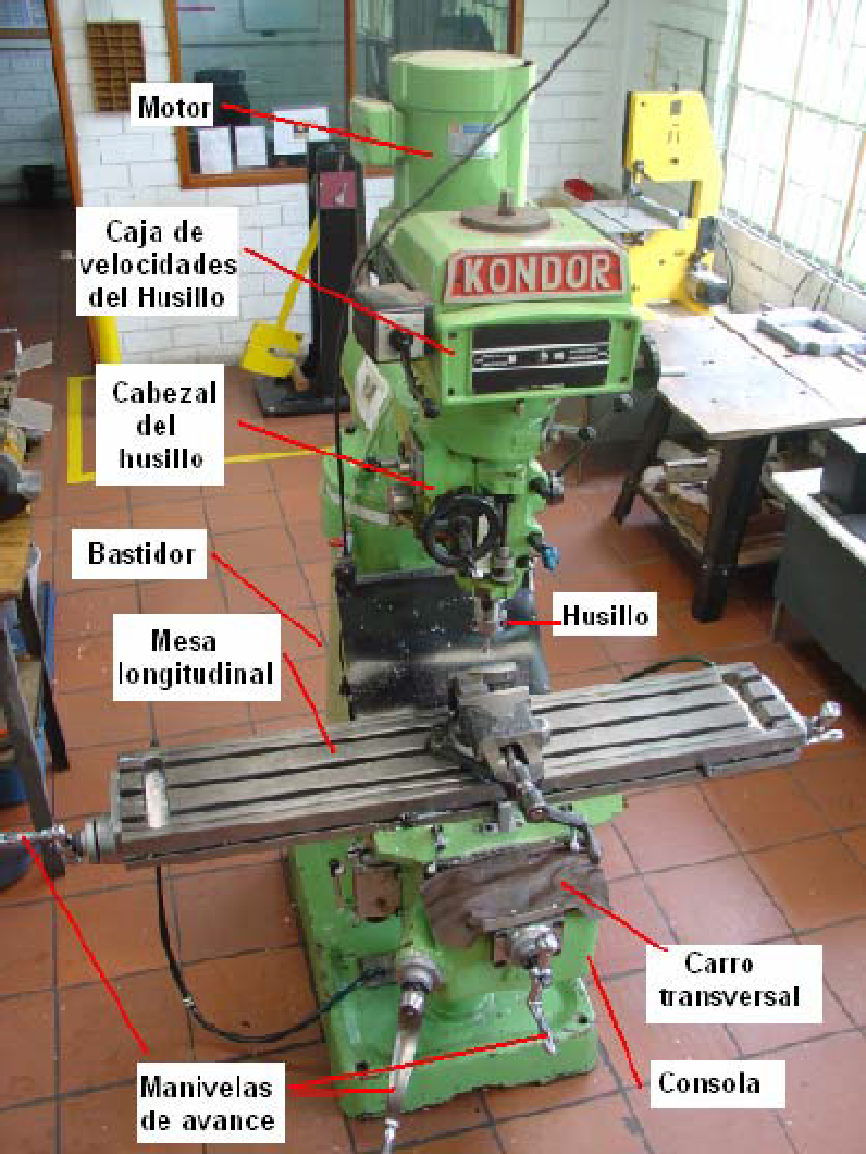
En las máquinas de fresar usadas en los talleres de construcciones mecánicas, podemos distinguir las siguientes partes:
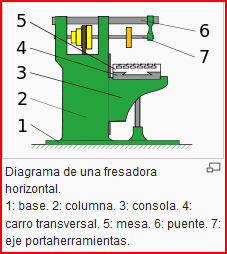
Bastidor o columna:
Es una especie de cajón de fundición, de base reforzada y generalmente, rectangular. Por medio del bastidor se apoya la máquina en el suelo. Es el sostén de los demás órganos de la fresadora.
Husillo principal:
Es uno de los elementos esenciales de la máquina, puesto que es el que sirve de soporte a la herramienta y le da movimiento. El husillo recibe el movimiento a través de la caja de velocidades, que a su vez es movido por el motor.
Caja de velocidades del husillo:
Tiene una serie de engranajes que pueden acoplarse según diferentes relaciones de transmisión. Esto permite una extensa gama de velocidades del husillo principal. El accionamiento de esta caja es independiente del que efectúa la caja de avances.
Mesa longitudinal:
Es el punto de apoyo de las piezas que van a ser trabajadas. Estas piezas se pueden montar directamente o por medio de accesorios de fijación. La mesa tiene ranuras en forma de T para alojar los tornillos de fijación.
Carro transversal:
Es una pieza de fundición de forma rectangular, en cuya parte superior se desliza y gira la mesa en un plano horizontal. En la base inferior está ensamblado a la consola, sobre la que se desliza manualmente por medio de tuerca y tornillo, o automáticamente, por medio de cajas de avance. Se puede inmovilizar.
Consola:
Sirve de apoyo a la mesa y sus mecanismos de accionamiento. Se desliza verticalmente en el bastidor a través de una guía por medio de un tornillo telescópico y una tuerca fija.
Caja de avances:
Es un mecanismo construido por una serie de engranajes ubicados en el interior del bastidor. Recibe el movimiento directamente del accionamiento principal de la máquina. Se pueden establecer diferentes velocidades de avance. El enlace del mecanismo con el husillo de la mesa se realiza a través de un eje extensible de articulaciones cardán. En algunas fresadoras, la caja de velocidades de los avances está ubicada en la consola con un motor especial e independiente del accionamiento principal de la máquina.
Puente:
El puente es una pieza apoyada en voladizo sobre el bastidor y en él se alojan unas lunetas donde se apoya el eje portaherramientas. En la parte superior del puente suele haber montado uno o varios tornillos de cáncamo para facilitar el transporte de la máquina.
Eje portaherramientas:
El eje portaherramientas o porta fresas es el apoyo de la herramienta y le transmite el movimiento de rotación del mecanismo de accionamiento alojado en el interior del bastidor. Este eje suele ser de acero aleado al cromo-vanadio para herramientas.
Tambores graduados.
Los tambores graduados se requieren para la mayor parte de las operaciones que se realizan en una fresadora. Cada tornillo de avance tiene un tambor graduado en centésimas de milímetro o milésimas de pulgada. Este tambor puede girar con libertad en torno a un manguito, pero puede fijarse por medio de un tornillo de presión en determinada posición respecto a la marca índice o cero, como se muestra en la figura.
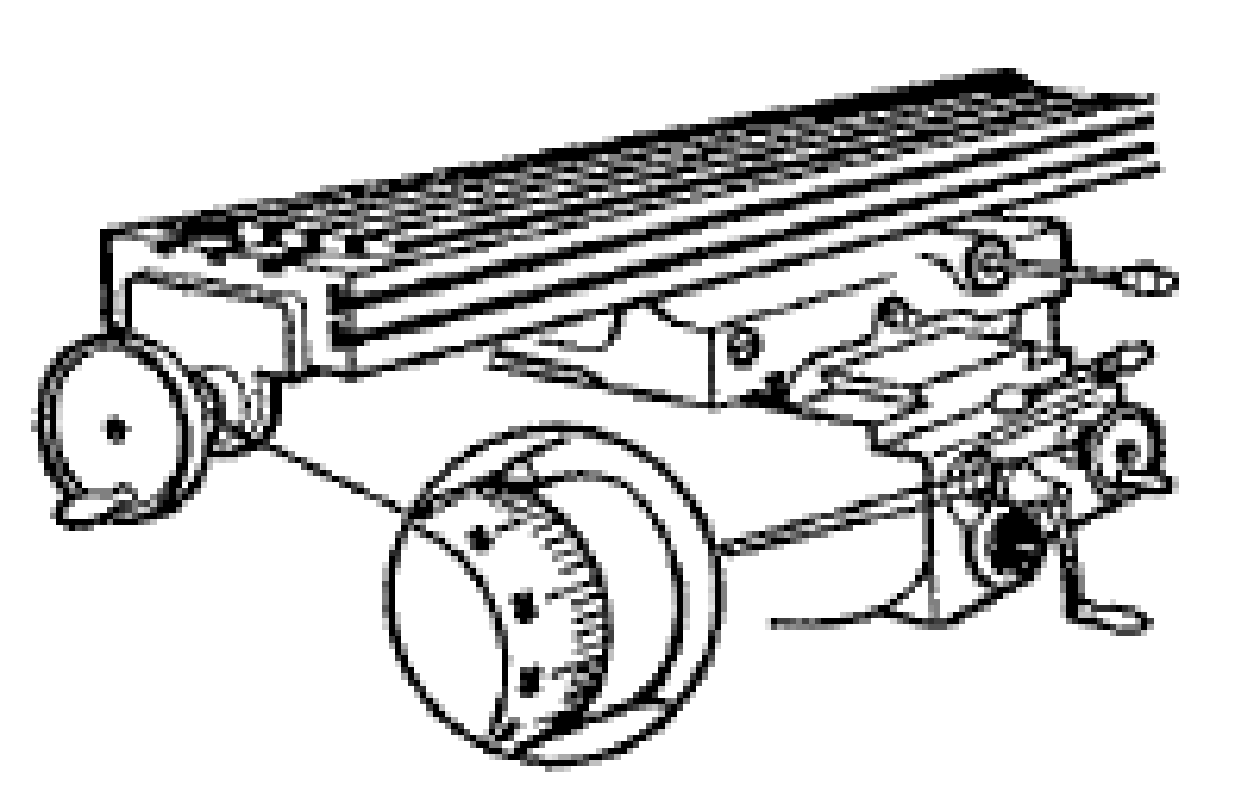
Los tambores graduados representan la cantidad que se mueven en centésimas de milímetro o milésimas de pulgada, la mesa, la cartela o el asiento. El número de graduaciones del tambor está directamente relacionado con el paso en milímetros o con el número de filetes por pulgada del tornillo de avance.
Elementos de fijación de la pieza en la fresadora.
Para comenzar el proceso de fresado, el elemento o material a trabajar debe estar correctamente sujeto a la máquina, para ello se usan una o varias de las siguientes piezas de fijación:
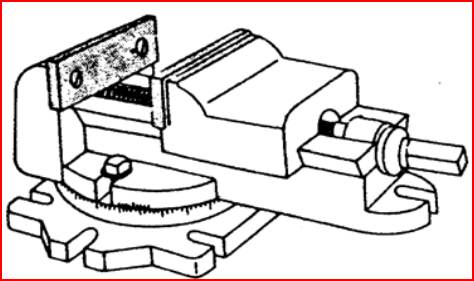
Prensa
La prensa es un accesorio de dos mandíbulas, una fija y la otra móvil. Esta última se desliza sobre una guía por medio de un tornillo y una tuerca movida por una manija.
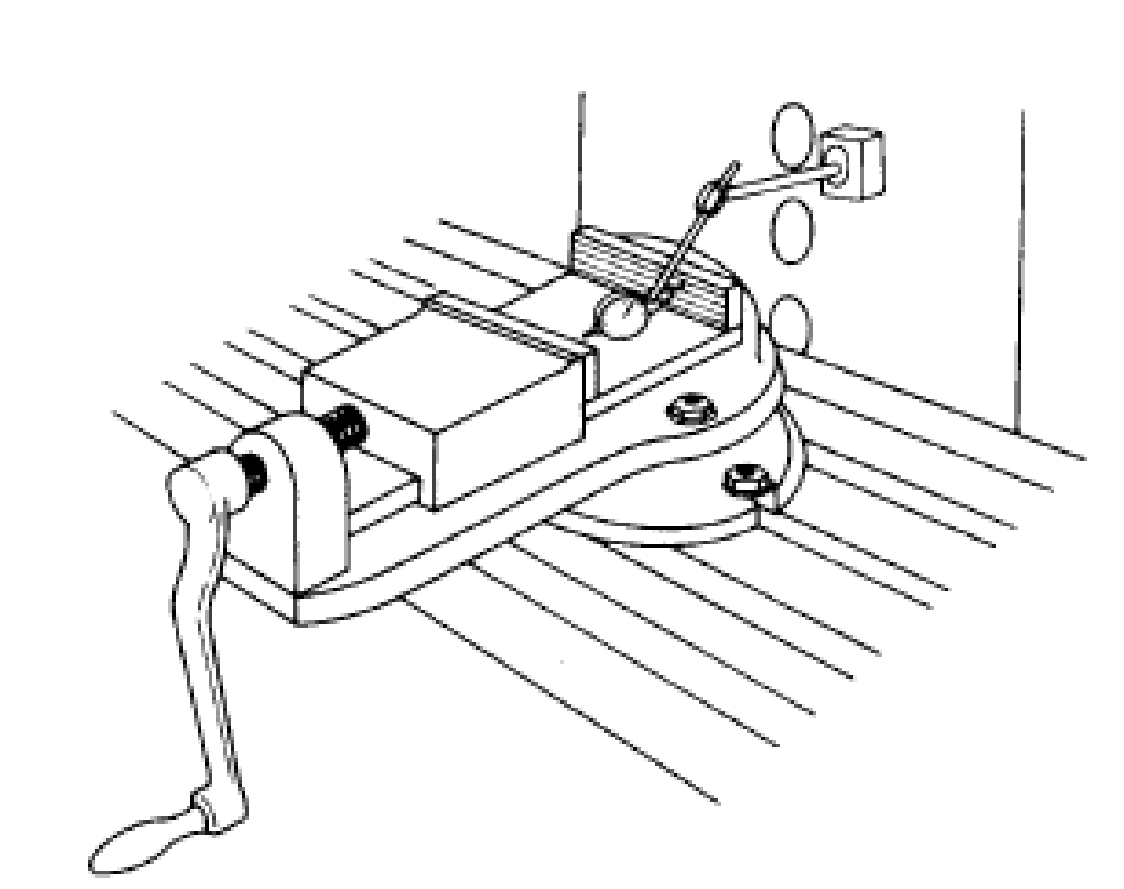
Montaje de la prensa en la fresadora:
Siempre que la pieza a trabajar requiera precisión, es necesario alinear el dispositivo que la sujeta. Puesto que la mayor parte de las piezas se sujetan utilizando una prensa, se delineara el método para alinear este accesorio.
Método:
- Limpie la superficie de la mesa y la base de la prensa.
- Monte y fije la prensa sobre la mesa.
- Haga girar la prensa hasta que la quijada fija esté aproximadamente paralela con las ranuras de la mesa.
- Monte un reloj comparador sobre la maquina.
- Asegúrese que la quijada fija está limpia y libre de rebarbas.
- Ajuste la mesa hasta que el indicador del reloj comparador registre aproximadamente un cuarto de revolución.
- Ajuste el bisel a cero (0).
- Mueva la mesa a lo largo de la longitud de la paralela y observe las lecturas del indicador. Compárelas con la lectura de cero (0) en el otro extremo de las paralelas.
- Afloje las tuercas de la parte superior giratoria de la prensa.
- Ajuste la prensa a la mitad de la diferencia de lecturas del indicador golpeando con la mano o con un martillo blando en la dirección apropiada.
- Verifique la alineación de la prensa y ajuste, si es necesario, hasta que no exista movimiento en el indicador conforme se mueva a lo largo de la paralela.
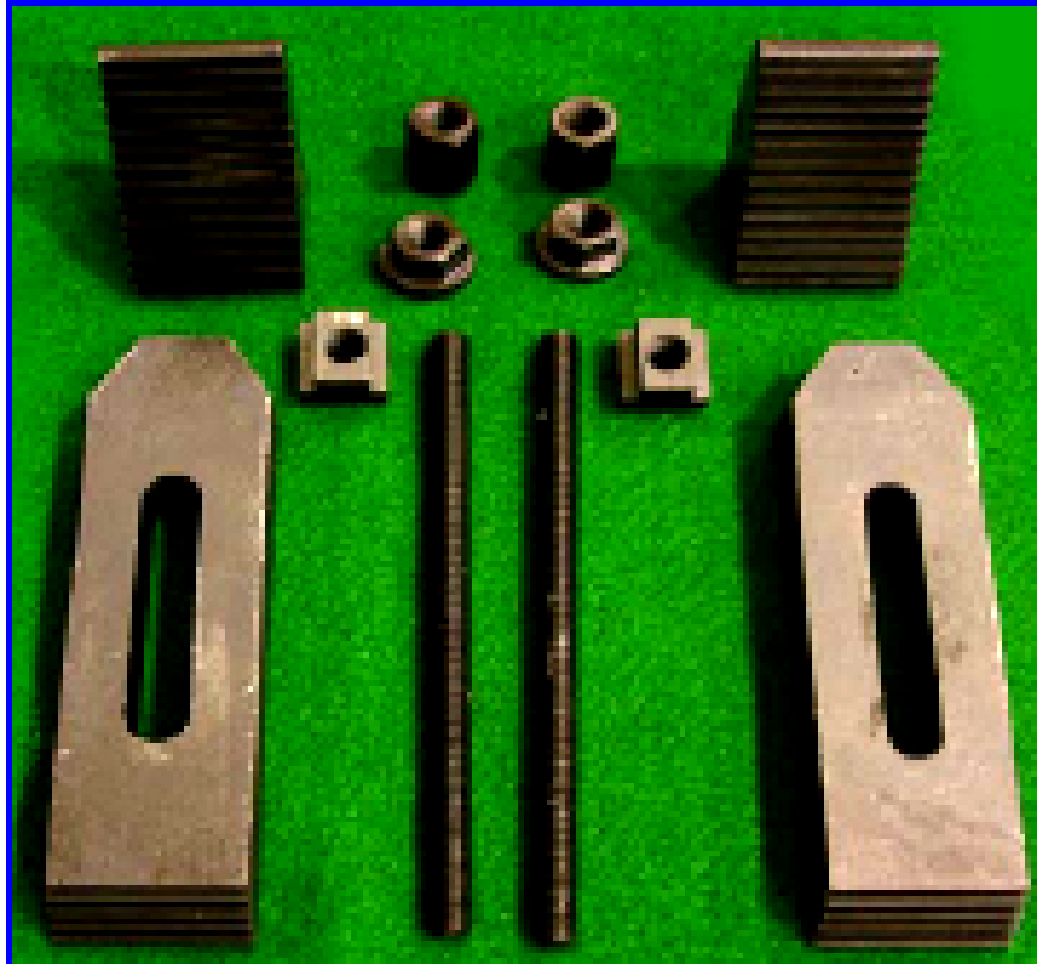
Bridas
Son piezas de acero, forjadas o mecanizadas, de forma plana o acodada y con una ranura central para introducir el tornillo de fijación. En uno de sus extremos pueden tener un tornillo para regular la altura de fijación.
Calzos
Son elementos de apoyo. Pueden ser planos, escalonados, en “V” y regulables.

Gatos
Son elementos de apoyo, generalmente compuestos de un cuerpo, de un tornillo, y de una contratuerca para bloquear el tornillo. La parte superior puede ser articulada o fija y se utilizan para apoyar piezas muy largas y que pueden flexionarse.
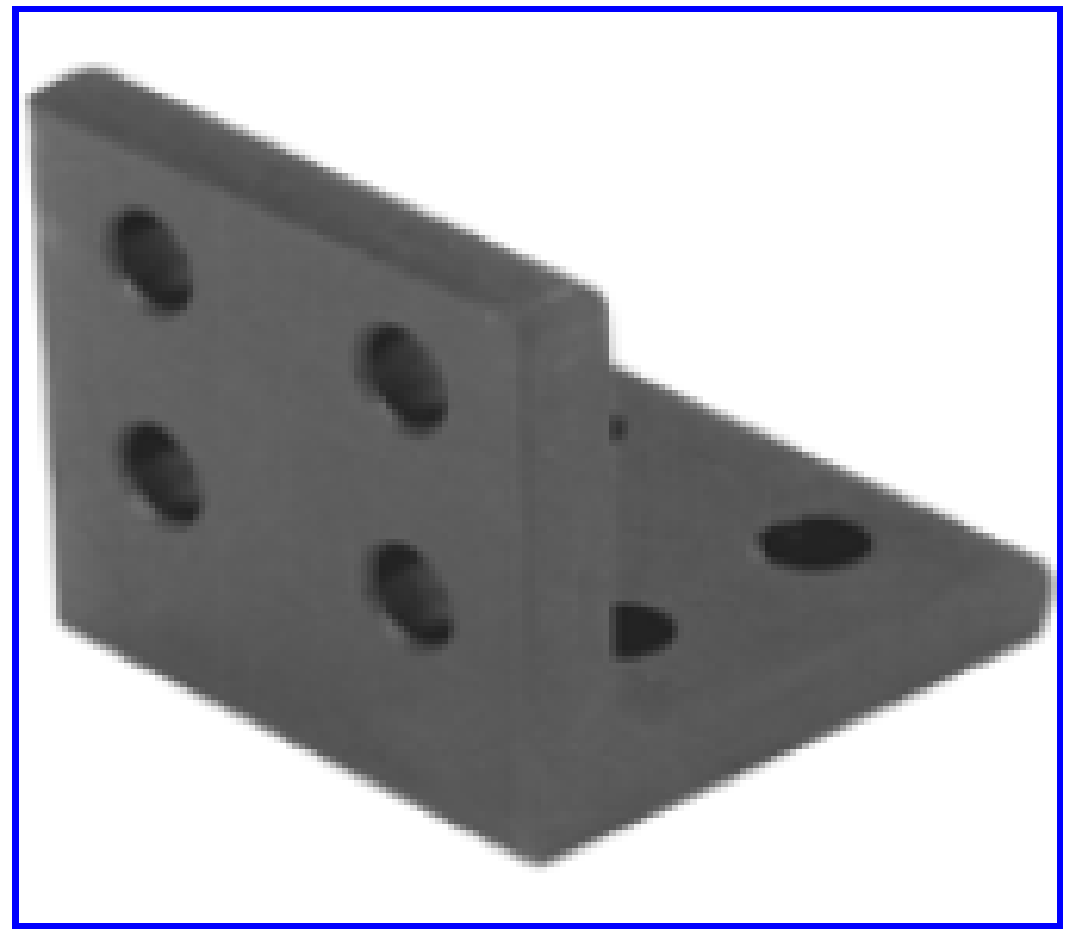
Escuadras
Las caras de estos accesorios son planas y mecanizadas. Forman un ángulo de 90°. Hay escuadras de diversos tamaños y con muchos orificios para introducir los tornillos de fijación.
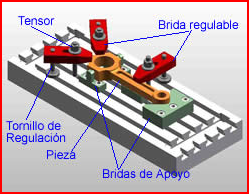
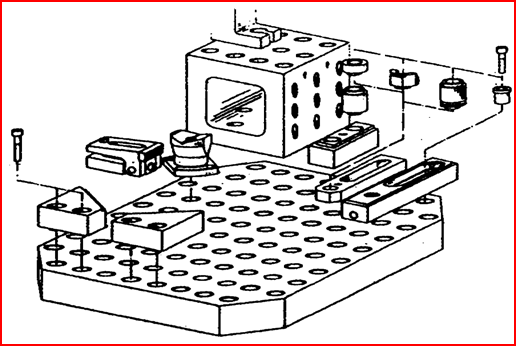
Sistemas de sujeción modulares
Basados en una placa base con agujeros o ranuras y utiliza elementos de sujeción como bridas, posicionadores, etc., es un sistema flexible, adaptable a multitud de piezas y debido a la estandarización, son configurables por CAD.
Aparato divisor
Es un aditamento para sujetar y girar la pieza de trabajo de manera que se puedan hacer a su alrededor un número de cortes o divisiones igualmente espaciados. Consiste de un cabezal (cabeza divisora) y un contrapunto. La pieza se puede sujetar entre centros (usando el contrapunto) o se la puede sujetar en un plato montado en el husillo del cabezal divisor. Con este aditamento se puede fresar una cabeza cuadrada o hexagonal sobre el extremo de un perno o barra. En los talleres de mecánica avanzada, este aditamento se emplea para fresar ranuras en escariadores o en machos de roscar. Se utiliza también para el fresado de los dientes en toda clase de engranajes. El centro divisor es un tipo de cabezal divisor sencillo.
La mesa giratoria.
Se usa para sujetar piezas de trabajo para operaciones de fresado con espaciamiento de precisión, divisional y radial, Su base está dividida en 360º, permitiendo que la pieza de trabajo gire en un círculo completo.

Fijación de la herramienta a la maquina:
Las fresas deben trabajar sin sacudidas, pues de lo contrario se desgastan rápidamente, por otra parte cuando las fresas giran excéntricamente, cada diente trabaja a distinta profundidad con lo cual produce ondulaciones en la superficie de la pieza que se mecaniza. La sujeción de la fresa es una operación que hay que realizar con sumo cuidado.
Las fresas deben estar sujetas de un modo firme, si se aflojan durante el trabajo, puede resultar en el daño irreparable de la pieza o que la fresa se rompa.
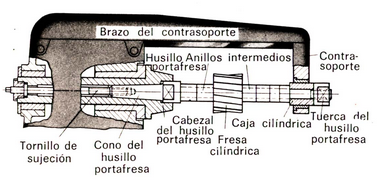
Árbol porta fresas:
El árbol porta fresas, que se emplea para sujetar la fresa durante su operación, se fija en el husillo por medio de la barra de tracción. La fresa es impulsada por una cuña que entra en los cuñeros del árbol y de la propia fresa, para evitar que ésta gire sobre el árbol. El separador y los bujes mantienen a la fresa en posición sobre el árbol.
Cono porta pinza:
El cono porta pinza es un conjunto de elementos que se fijan a la fresadora con el fin de alojar una pinza, la cual se encarga de sujetar firmemente la fresa de vástago o fresa de mango cilíndrico.

Pinzas:
Una pinza es un cuerpo cilíndrico hueco, con una ranura parcial a lo largo y con una parte cónica, lo que permite el cierre de la pinza sobre la herramienta.

Herramientas de corte de la fresadora.
La herramienta que ejecuta el fresado recibe el nombre de fresa y las formas que puede adoptar son sumamente variadas y con ángulos que trabajan en las mismas condiciones que una herramienta de torno (de la salida de la viruta y de incidencia). La conformación de la fresa y sus formas definitivas siempre son obtenidas por maquinado. Las fresas para hacer ranuras, que en los diámetros estándar son hasta de 200mm y pueden tener hasta 80 dientes.
Clasificación de las fresas.
Un método sencillo de clasificación es aquel que tiene en cuenta el método de montaje. Fresas de eje son aquellas que tienen un agujero central, de modo que deben ser montadas en un eje porta fresas. Las fresas de espiga tienen un vástago integrado con la herramienta que puede ser cónico o recto. Las fresas con espigas cónicas pueden ser montadas directamente en el husillo de la fresadora, mientras que las fresas de espiga recta son agarradas en un mandril o cono. Las fresas frontales son usualmente atornilladas al extremo de un eje saliente.
Los tipos de fresas más comunes clasificadas por este sistema son los siguientes:
Fresas de eje porta fresas.
Cilíndricas o de rodillos.
Angulares.
Laterales o de disco.
De dientes postizos.
De dientes alternados.
De forma.
Sierra de cortar metales.
Fresas de espiga.
Frontales.
Macizas.
Para ranura “T”.
Cilíndricas sin espigas.
De punta única con espiga.
Huecas.
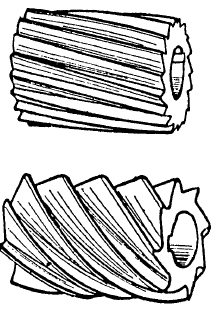
Fresas cilíndricas.
Tienen forma cilíndrica de disco y tienen dientes sólo en la periferia. Son usadas para superficies planas. Este tipo de operación es llamada fresado de lámina o plano. Los dientes pueden ser rectos o helicoidales son usualmente preferidas puesto que cada diente engrana la pieza gradualmente y por lo común más de un diente desbasta al mismo tiempo. Esto reduce la tendencia al choque y al chirrido y produce una superficie más suave.
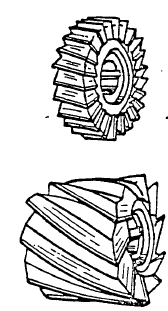
Fresas laterales.
Son similares a las cilíndricas, excepto que los dientes se extienden radialmente en parte hacia el centro en uno o ambos costados del cilindro. Los dientes pueden ser rectos o helicoidales. Frecuentemente estas fresas son relativamente angostas, con una forma de disco. Dos o más fresas de este tipo son con frecuencia montadas espaciadas en un mismo eje para realizar desbastados paralelos simultáneos, recibiendo tal operación el nombre de fresado con perfil mixto.
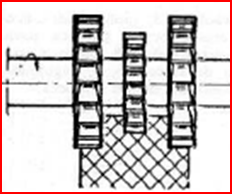
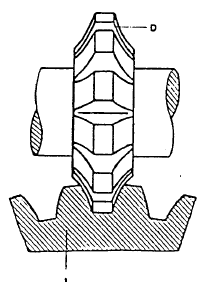
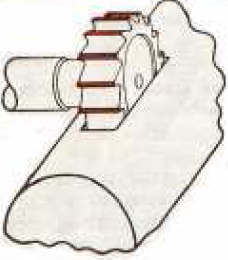
Las fresas ranuradoras acopladas.
- Consisten en dos herramientas similares de corte lateral, pero se les hace operar como una unidad para hacer ranuras. Las dos fresas son ajustadas a la distancia deseada insertando suplementos entre ellas.
Fresas de dientes alternados.
Son herramientas cilíndricas, angostas y con dientes alternos que forman hélices con ángulos opuestos. Están afiladas para cortar sólo sobre la periferia, pero cada diente tiene despeje para virutas en el lado saliente. Estas fresas tienen una acción de desbastado libre que las hace particularmente útiles para fresar ranuras profundas.

Sierra circular de cortar metales.
Son fresas cilíndricas con bordes cortantes, muy finos, usualmente de 1/32” a 3/16” de espesor, las cuales tienen sus lados levemente “cóncavos” para proveer espacio libre y prevenir el empastado. Usualmente tienen más dientes por pulgada de diámetro que las fresas cilíndricas ordinarias y se usan para realizar ranuras angostas y profundas y para cortar.

Fresas angulares.
Estas fresas se hacen en dos tipos distintos de un solo ángulo y de doble ángulo, las de un solo ángulo tienen dientes sobre la superficie cónica, usualmente en un ángulo de 45 ó 60º de la cara plana. Los dientes pueden también extenderse radialmente sobre la cara plana más grande. Las fresas de doble ángulo tienen dientes en forma de “V”, es comúnmente de 45, 60 ò 90º. Las fresas angulares se usan para fresar ranuras de distintos ángulos o para fresar bordes de pieza en un ángulo deseado.
Fresas de dientes postizos.
Los dientes de esta fresa se hacen de acero rápido, carburos cementados, o cerámicas y son insertados en un cuerpo de acero ordinario. Casi cualquier tipo de fresa puede construirse con dientes postizos. Pueden ser para montar un eje del tipo espiga. Sin embargo, este tipo de construcción generalmente es aplicada solo a grandes fresas que son usadas para el fresado de producción. La ventaja económica es obvia, pues se requiere un material menos caro. Las hojas rotas o gastadas pueden ser fácilmente cambiadas y, además, pueden usarse en el mismo cuerpo hojas de diferentes materiales y contornos.

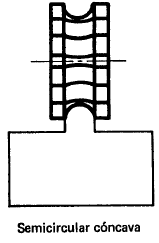
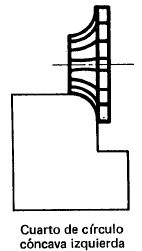
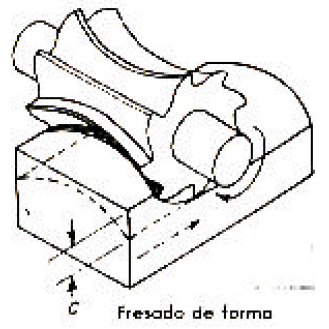
Fresas de forma.
Esta clasificación abarca cualquier fresa en la cual los dientes tienen una forma especial – usualmente un contorno irregular –. Son de perfil constante y son conformadas por esmerilado de la cara. El contorno original no varía mientras el plano de la cara permanezca sin cambiar con respecto al eje de rotación. Los tipos más comunes son fresas convexas, cóncavas y para ruedas dentadas.
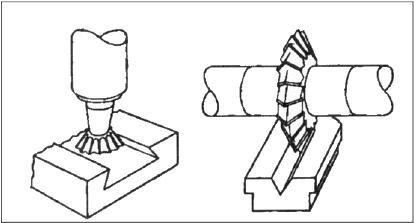
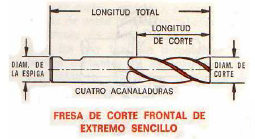
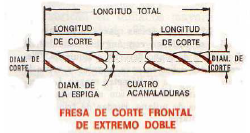
Fresas frontales.
Son del tipo de espiga y pueden tener dientes sobre la superficie de la circunferencia y sobre un extremo. Pueden de dicho modo ser usadas para frenteado, perfilado, y fresado frontal. Los dientes pueden ser rectos o helicoidales, pero estos últimos son más comunes.
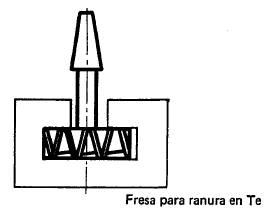
Fresas para ranuras en “T”.
Son fresas de espiga integrada con dientes sobre la periferia y ambos lados. Se utilizan para el fresado de acanaladura ancha de una ranura T. Para usarse debe hacerse una muesca vertical, primero con una fresa para hacer ranuras o una fresa frontal, para dejar lugar para la espiga.
Puesto que la fresa para ranura T desbasta sobre cinco superficies simultáneamente, debe ser avanzado con cuidado.
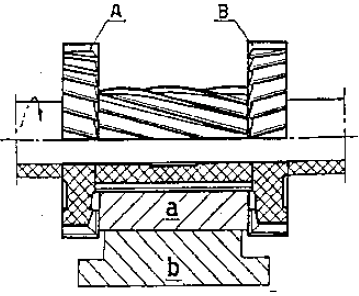
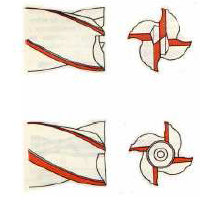
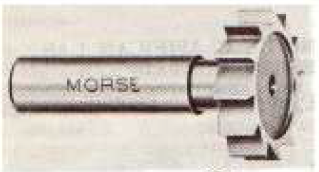
Fresas para chavetas en media luna.
Estas fresas se hacen con el único propósito de fresar los asientos semicilíndricos necesarios en los ejes para las chavetas de media luna. Vienen en tamaños normalizados que corresponden a los tamaños de chavetas. Aquellas que tienen un diámetro menor de 2 pulgadas tienen vástagos integrados, mientras que las de mayor tamaño pueden ser montadas en un eje.
Fresa de punta única con espiga.
Se trata de una herramienta de un solo corte montada en una espiga especial. Portaherramientas especiales.
Proveen un medio simple de ajustar el radio efectivo de la herramienta cortante con respecto al eje de rotación. Puede construirse el borde cortante de cualquier forma deseada y, puesto que es una herramienta de un solo corte, resulta muy fácil de afilar.