Procedure d’étalonnage ABB Armoire S4C / S4C+
Cette ouvrage, à destination des stagiaires de la société Avenir Formation, à été réalisé pour facilité le remplacement des moteurs robots, lorsque un seul des moteurs est défectueux.
Chapoul Jérôme 14/03/2013

2
!!!!!!!!!Cette procédure n’est que à réaliser que si un seul des axes robots est à étalonner. Si plusieurs axes robots sont dés-étalonnés, il faudra utiliser la Malette de calibration ABB.
1) Une fois le moteur remplacé, sur le PMA, appuyer sur la touche Fenêtre divers et
sélectionner paramètres système.

2) Appuyer ensuite sur la touche menu Sujet, et ensuite manipulateur.

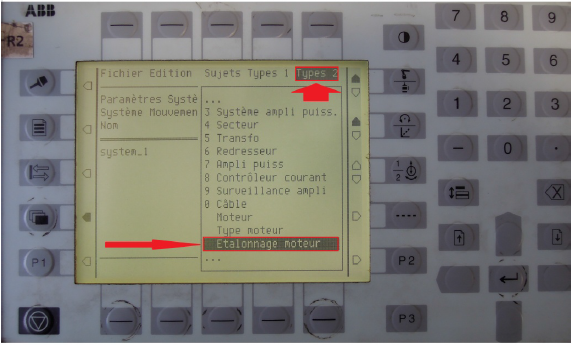
3) Appuyer ensuite sur la touche menu types 2, et descendre jusqu’à trouver l’onglet
étalonnage moteur. (Attention !!! selon la version de la baie, l’onglet étalonnage moteur peut aussi être contenu dans types 1).

4) Ensuite, sélectionner l’axe moteur que vous venez de remplacer et lire la valeur de l’offset d’étalonnage.

5) Relever ensuite la valeur et la noter sur un support papier ou autre en X.
X = Valeur relevé
6) Lancer ensuite la trajectoire de calibration (vous constaterez normalement un décalageentre la pointe robot et la pointe de contrôle)
. 7) Appuyer sur la touche fenêtres divers et sélectionner maintenance.

8) Appuyer sur la touche menu voir, étalonnage.

9) Appuyer sur la touche menu Etalon, étalonnage.

10) Sélectionner ensuite l’axe remplacé et effectuer l’étalonnage.

11) Une fois le moteur étalonné, sur le PMA, appuyer sur la touche Fenêtre divers et
sélectionner paramètres système.

12) Appuyer ensuite sur la touche menu Sujet, et ensuite manipulateur.

13) Appuyer ensuite sur la touche menu types 2, et descendre jusqu’à trouver l’onglet
étalonnage moteur. (Attention !!! selon la version de la baie, l’onglet étalonnage moteur peut aussi être contenu dans types 1).

14) Ensuite, sélectionner l’axe moteur que vous venez d’étalonner et lire la valeur de l’offset d’étalonnage.

15) Relever ensuite la valeur et la noter sur un support papier ou autre en A.
A = Valeur relevé
16) Maintenant, piloter en déplacement articulaire l’axe robot remplacé.
Le but de cette manœuvre va être de venir réaligner avec précision les pointes outils et contrôle. (Attention !!!! il est essentiel de bloquer le synthaxeur sur les autres axes).
17) Une fois les deux pointes aligner, refaire un étalonnage moteur.
Appuyer sur la touche fenêtres divers et sélectionner maintenance.

18) Appuyer sur la touche menu voir, étalonnage.

19) Appuyer sur la touche menu Etalon, étalonnage.

20) Sélectionner ensuite l’axe remplacer et effectuer l’étalonnage.
21) Une fois l’étalonnage réaliser, lire la nouvel valeur d’offset.
22) appuyer sur la touche fenêtre divers et sélectionner paramètres système
.

23) Appuyer ensuite sur la touche menu Sujet, et ensuite manipulateur.

24) Appuyer ensuite sur la touche menu types 2, et descendre jusqu’a trouver l’onglet
étalonnage moteur. (Attention !!! selon la version de la baie, l’onglet étalonnage moteur peut aussi être contenu dans types 1).
25) Ensuite, sélectionner l’axe moteur que vous venez de remplacer et lire la valeur de l’offset d’étalonnage.

26) Relever ensuite la valeur et la noter sur un support papier ou autre en B.
B = Valeur relevé
27) Faire ensuite le calcul de l’offset :
E = X – ( A- B )
28) Si la valeur trouvée est négative, alors il faudra l’additionner à 6,28.
6, 28 correspond à 2 Pi, soit 360 °, Soit un tour moteur. Cette procédure nous permet de transcrire la valeur négative en valeur positive.
Offs = E + 6,28
29) Faire ensuite le calcul de l’offset :
E = X – ( A- B )
30) Si la valeur trouvée est supérieur à 6,28, alors il faudra la soustraire à 6,28.
6, 28 correspond à 2 Pi, soit 360 °, Soit un tour moteur. Une valeur supérieure à 2 Pi indique que l’étalonnage à été fait dans le tour suivant. Cette procédure nous permet de retourner dans le tour correct en lui soustrayant tout simplement un tour moteur.
Offs = E - 6,28
31) Une fois l’offset moteur calculé, sur le PMA, appuyer sur la touche Fenêtre divers et
sélectionner paramètres système.

32) Appuyer ensuite sur la touche menu Sujet, et ensuite manipulateur.

33) Appuyer ensuite sur la touche menu types 2, et descendre jusqu’à trouver l’onglet
étalonnage moteur. (Attention !!! selon la version de la baie, l’onglet étalonnage moteur peut aussi être contenu dans types 1).

34) Ensuite, sélectionner l’axe moteur que vous venez de remplacer et rentrer la nouvel valeur d’offset d’étalonnage.

35) Une fois la valeur d’offset rentré, un redémarrage de la baie sera nécessaire.
36) Une fois la baie redémarré, il faudra effectuer une mise à jour des compteurs de l’axe duquel vous avez modifié l’offset d’étalonnage.
37) Il faudra ensuite lancer la routine de calibration et contrôler que les pointes sont bien
alignées.
38) Si les pointes ne sont pas aligner, vôtre valeur d’offset est fausse.
Recommencer la procédure.
FIN de procédure
Cours réalisé par Mr Jérôme Chapoul – Société Avenir Formation